








Melhor preço fabricante de casca de rolo de dente fechado
- SHH.ZHENGYI
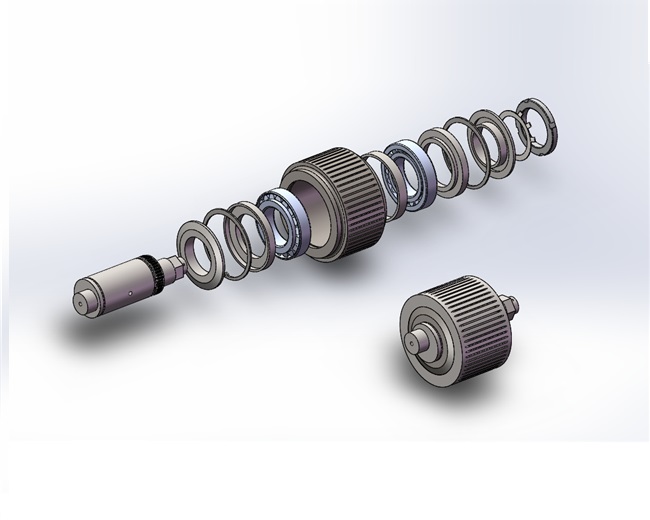


 A carcaça do rolo é uma das principais peças de trabalho da peletizadora. Usado para processar vários pellets de biocombustíveis, ração animal e outros pellets. Usando liga de aço de alta resistência ao desgaste (40Cr, 20Crmnti, Gcr15), tratamento térmico de cementação, dureza uniforme. A vida útil é longa e existem diferentes tipos de estruturas, como em forma de dente, bloqueada em forma de dente e em forma de orifício. A parte do rolo de prensagem é feita de eixo excêntrico interno e outras peças com dimensões precisas, o que é conveniente para ajustar a distância entre o rolo de prensagem e a matriz do anel de acordo com os requisitos de produção do usuário, e é fácil de dobrar e instalar, e é é fácil substituir o invólucro do rolo de pressão.
A carcaça do rolo é uma das principais peças de trabalho da peletizadora. Usado para processar vários pellets de biocombustíveis, ração animal e outros pellets. Usando liga de aço de alta resistência ao desgaste (40Cr, 20Crmnti, Gcr15), tratamento térmico de cementação, dureza uniforme. A vida útil é longa e existem diferentes tipos de estruturas, como em forma de dente, bloqueada em forma de dente e em forma de orifício. A parte do rolo de prensagem é feita de eixo excêntrico interno e outras peças com dimensões precisas, o que é conveniente para ajustar a distância entre o rolo de prensagem e a matriz do anel de acordo com os requisitos de produção do usuário, e é fácil de dobrar e instalar, e é é fácil substituir o invólucro do rolo de pressão.
Precauções
1.Selecione corretamente a taxa de compressão apropriada do furo da matriz.
2.Ajuste corretamente a folga de trabalho entre a matriz do anel e o rolo de pressão para estar entre 0,1 e 0,3 mm (o rolo de pressão é acionado pela matriz do anel depois que o novo granulador é ligado em um estado "como girar, mas não girar").
3.A nova matriz do anel deve ser usada com um novo rolo de pressão, e o rolo de pressão e a matriz do anel devem ser soltos antes e depois apertados. Quando cantos afiados aparecem em ambos os lados do rolo de pressão, o flange do rolo de pressão deve ser alisado com uma esmerilhadeira manual a tempo de facilitar um bom ajuste entre o rolo de pressão e a matriz do anel.
4.A matéria-prima deve passar por limpeza preliminar e separação magnética antes do peletizador para reduzir a pressão do ferro no orifício da matriz. E verificar regularmente o orifício da matriz para ver se há algum bloqueio. Perfure ou perfure o orifício do molde bloqueado a tempo.
5.A deformação plástica do orifício do cone guia da matriz do anel deve ser reparada. Ao reparar, deve-se observar que a parte mais baixa da superfície interna de trabalho da matriz do anel deve ser 2 mm mais alta que a parte inferior da ranhura de sobrecurso, e ainda há espaço para ajustar o eixo excêntrico do rolo de pressão após o reparo. a matriz do anel deve ser descartada.
6.O invólucro do rolo de pressão é feito de material de liga resistente ao desgaste por processamento de ouro e tratamento térmico. A forma da superfície dentária da carcaça do rolo de pressão tem uma certa influência no desempenho da granulação.
Perfil de dente de casca de rolo comumente usado: perfil de dente através do tipo, perfil do dente não através do tipo, tipo de furo.
1.Os rolos de passagem e ranhura dentada são usados principalmente para pelotizar materiais de gado e aves. A vantagem dos rolos de passagem é que a matriz do anel se desgasta uniformemente, mas o desempenho da bobina é ruim.
2.O rolo de pressão em forma de ranhura dentária tem bom desempenho do material da bobina e é comumente usado em fábricas de rações, mas o desgaste da matriz do anel não é uniforme. O rolo de pressão em formato de ranhura dentada com borda de vedação é principalmente adequado para a pelotização de materiais aquáticos. Deslize dos dois lados.