

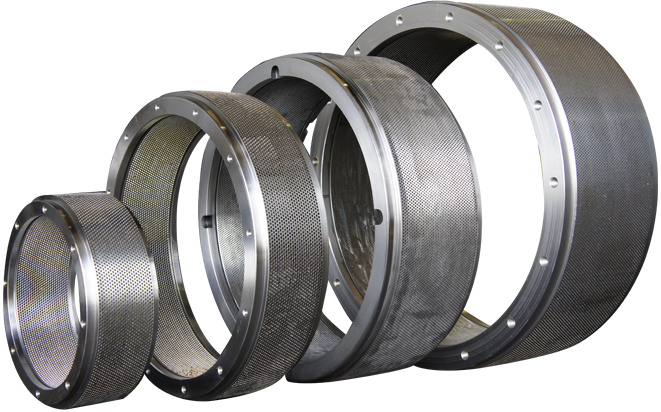
Khuôn là thành phần cốt lõi trong máy nghiền viên. Và đó là chìa khóa đểlàm thức ăn viên. Theo số liệu thống kê chưa đầy đủ, chi phí hao hụt khuôn của máy nghiền viên chiếm hơn 25% chi phí bảo trì của toàn bộ xưởng sản xuất. Đối với mỗi điểm phần trăm tăng phí, khả năng cạnh tranh trên thị trường của bạn sẽ giảm 0,25%. Vì vậy, các thông số kỹ thuật của máy nghiền viên là vô cùng quan trọng.
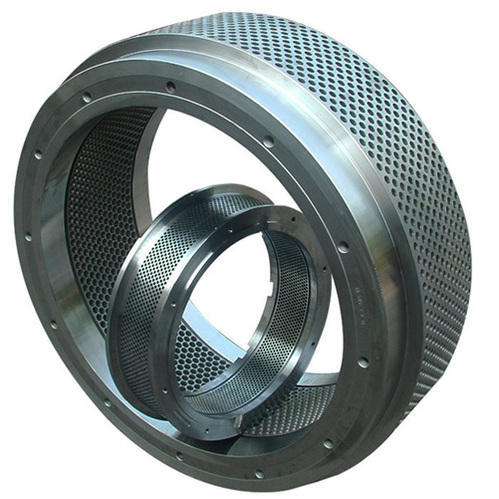
Shanghai Zhengyi (CPSHZY) là một chuyên giamáy nghiền thức ăn viênnhà cung cấp ở Trung Quốc. Chúng tôi cung cấp máy nghiền viên khuôn dạng vòng, máy nghiền viên khuôn phẳng vàbộ phận máy nghiền viên, chẳng hạn như khuôn phẳng, khuôn vòng, con lăn máy nghiền viên và các bộ phận khác cho máy ép viên.
1.Vật liệu chết của máy nghiền viên
Khuôn máy nghiền viên thường được làm bằng thép cacbon, thép kết cấu hợp kim hoặc thép không gỉ thông qua quá trình rèn, gia công, khoan lỗ và xử lý nhiệt. Người sử dụng có thể lựa chọn theo độ ăn mòn của nguyên liệu thô. Vật liệu của khuôn nghiền viên phải được làm bằng thép kết cấu hợp kim hoặc khuôn vòng thép không gỉ.
Thép kết cấu carbon, chẳng hạn như thép 45, độ cứng xử lý nhiệt thường là 45-50 HRC, là vật liệu khuôn vòng cấp thấp, khả năng chống mài mòn và chống ăn mòn kém, hiện đã cơ bản bị loại bỏ.
Thép kết cấu hợp kim, chẳng hạn như 40Cr, 35CrMo, v.v., có độ cứng xử lý nhiệt trên 50HRC và các tính chất cơ học tích hợp tốt. Khuôn làm bằng vật liệu này có độ bền và khả năng chống mài mòn cao nhưng nhược điểm là khả năng chống ăn mòn không tốt, đặc biệt là dùng để nuôi cá.
Giá của khuôn nhẫn được làm bằng chất liệu, viên cúc vạn thọ, dăm gỗ, viên rơm,… cao hơn nhiều so với inox. Cả 20CrMnTi và 20MnCr5 đều là thép hợp kim có hàm lượng cacbon hóa thấp, cả hai đều giống nhau, ngoại trừ loại trước là thép Trung Quốc và loại sau là thép Đức. Do Ti, một nguyên tố hóa học, hiếm khi có ở nước ngoài nên 20CrMnTi hoặc 20CrMn từ Trung Quốc được sử dụng thay vì 20MnCr5 từ Đức nên không thuộc phạm vi thép kết cấu hợp kim. Tuy nhiên, lớp cứng của loại thép này bị hạn chế bởi quá trình cacbon hóa ở độ sâu tối đa 1,2 mm, đây cũng là một lợi thế do giá thành thấp của loại thép này.
Vật liệu thép không gỉ bao gồm thép không gỉ X46Cr13 của Đức, thép không gỉ 4Cr13 của Trung Quốc, v.v. Những vật liệu này có độ cứng và độ bền tốt hơn, độ cứng xử lý nhiệt cao hơn thép được chế hòa khí, các lớp cứng hơn thép được chế hòa khí và chống mài mòn tốt, dẫn đến tuổi thọ cao hơn và đương nhiên giá cao hơn thép được cacbon hóa. Do tuổi thọ của thép khuôn thép không gỉ cao nên tần suất thay thế thấp và do đó chi phí mỗi tấn cũng thấp.
Thông thường, vật liệu khuôn cho máy nghiền viên khuôn dạng vòng là thép kết cấu hợp kim và vật liệu thép không gỉ.
2.Tỷ lệ nén của máy nghiền viên
tôi=d/L
T=L+M
M là độ sâu của lỗ giảm
Tỷ số nén (i) là tỷ số giữa đường kính lỗ khuôn (d) và chiều dài hiệu dụng (L) của khuôn.
Theo tính chất của nguyên liệu thô, tỷ lệ là 8-15, Người dùng chọn tỷ lệ nén của khuôn và điều chỉnh tỷ lệ nén cụ thể, chẳng hạn như chọn tỷ lệ nén thấp hơn một chút, có lợi cho việc tăng sản lượng, giảm tiêu thụ năng lượng, giảm độ mài mòn của khuôn vòng, nhưng cũng làm giảm chất lượng của các hạt, chẳng hạn như các viên không đủ mạnh, bề ngoài lỏng lẻo và chiều dài khác nhau, và tỷ lệ bột cao.

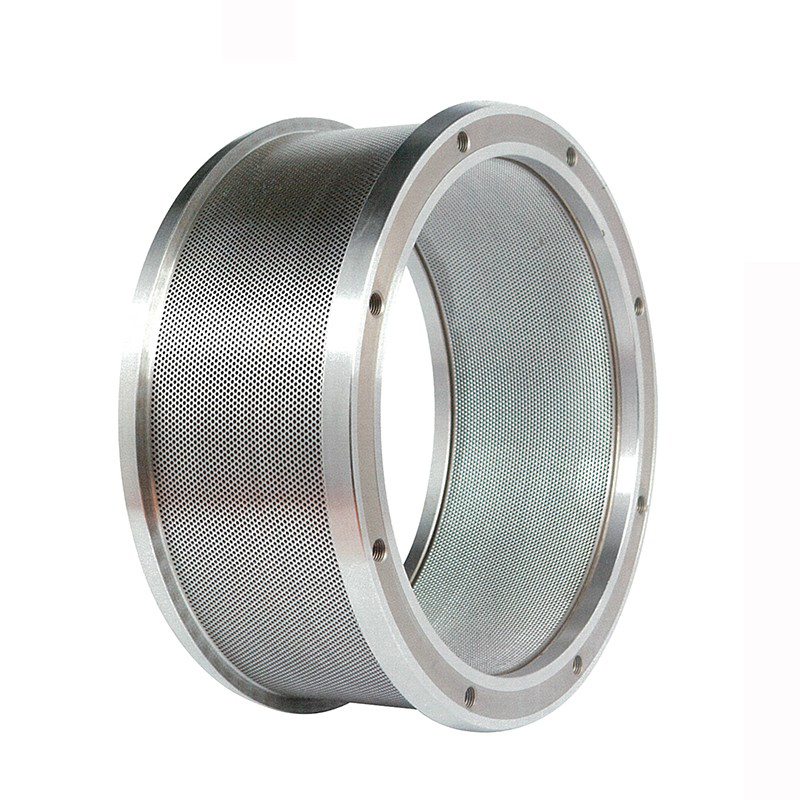
3.Tỷ lệ mở khuôn vòng
Tỷ lệ mở của khuôn nghiền viên là tỷ lệ giữa tổng diện tích của lỗ khuôn trên tổng diện tích hiệu dụng của khuôn. Nói chung, tốc độ mở khuôn càng cao thì năng suất hạt càng cao. Với tiền đề là đảm bảo độ bền của khuôn, tốc độ mở của khuôn vòng có thể được cải thiện nhiều nhất có thể.
Đối với một số nguyên liệu thô, trong điều kiện tỷ lệ nén hợp lý, thành khuôn của máy nghiền viên quá mỏng, do đó độ bền của khuôn không đủ và hiện tượng khuôn nổ sẽ xuất hiện trong quá trình sản xuất. Tại thời điểm này, độ dày của khuôn vòng nên được tăng lên với mục đích đảm bảo chiều dài hiệu quả của lỗ khuôn.
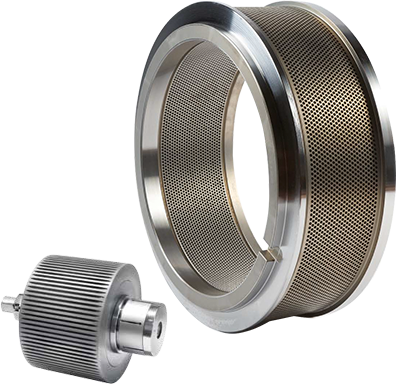
4.Sự kết hợp giữa khuôn máy nghiền viên và con lăn
Đây là công nghệ quan trọng nhất để nâng cao hiệu quả tạo hạt và kéo dài tuổi thọ của khuôn. Nó phải bao gồm 4 khía cạnh:
- Vòng khuôn mới với con lăn áp lực mới, tránh sử dụng quá nhiều con lăn áp lực.
- Theo tính chất của vật liệu, đặc điểm loại máy, việc lựa chọn các dạng con lăn áp lực khác nhau để đạt được hiệu quả ép đùn tốt nhất giữa khuôn và cuộn.
- Chìa khóa của sự phù hợp với khoảng cách là sự ổn định và nguyên tắc là: không ảnh hưởng đến năng lực, hãy cố gắng thư giãn.
- Kiểm soát tốc độ cấp liệu, điều chỉnh vị trí dài và ngắn của máy cạo cấp liệu để kiểm soát vị trí cấp liệu, phân bố lớp vật liệu.
5.Quá trình xử lý khuôn của máy nghiền viên
Các lỗ khuôn dạng vòng có yêu cầu cực kỳ cao về mặt gia công và thiết bị gia công, và đối với thép không gỉ, cần có các mũi khoan súng đặc biệt và thiết bị xử lý nhiệt chân không để sản xuất khuôn dạng vòng chất lượng cao. Quá trình làm nguội chân không ở nhiệt độ cao tuyệt vời có thể cải thiện đáng kể độ cứng, độ cứng, khả năng chống mài mòn, độ bền mỏi và độ dẻo dai của thép. Tuy nhiên, khả năng đảm bảo lớp độ cứng cân bằng cho mọi lỗ khuôn đòi hỏi trình độ xử lý cao và kinh nghiệm lâu năm.
6.Độ nhám bề mặt khuôn của thành trong của lỗ khuôn
Độ nhám bề mặt cũng là một chỉ số quan trọng về chất lượng khuôn đúc. Nhìn chung, một giá trị nhỏ của độ nhám bề mặt thành bên trong sẽ cải thiện chất lượng lắp, giảm mài mòn và kéo dài tuổi thọ của khuôn vòng, nhưng chi phí xử lý khuôn vòng sẽ tăng lên.
Độ nhám của lỗ vòng cũng ảnh hưởng đến tỷ lệ nén và sự hình thành của các hạt cũng như hiệu quả sản xuất. Ở cùng một tỷ lệ nén khuôn vòng, giá trị độ nhám càng thấp thì khả năng chống đùn của dăm gỗ hoặc thức ăn càng thấp, quá trình xả càng mịn thì chất lượng viên tạo ra càng cao và hiệu quả sản xuất càng cao. Xử lý lỗ khuôn vòng tốt có thể lên tới 0,8-1,6 micron, độ nhám của vòng khuôn khoảng 0,8 micron, máy chính xác trên vật liệu dùng một lần, không cần mài.
