


Кільцева матриця гранулятора серії SZLH
- SHH.ZHENGYI
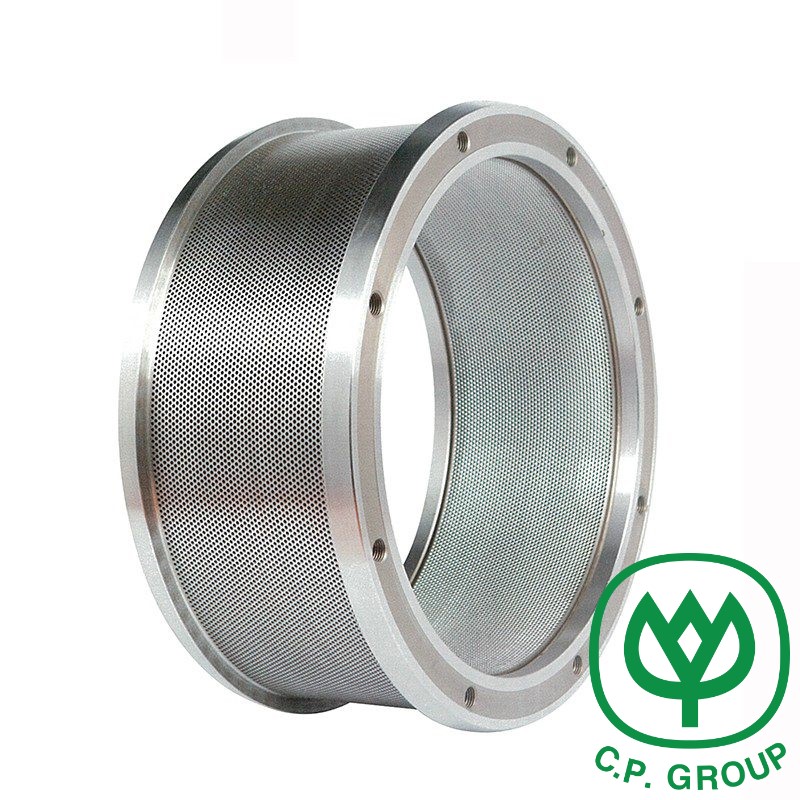
1. Виберіть високоякісну сировину, вторинне виплавлення сталі, дегазаційну заготовку;
2. Матеріал кільцевої матриці: X46Cr13 / 4Cr13 (нержавіюча сталь), 42Crmo / 20CrMnTi (легована сталь) або інші спеціальні матеріали;
3.Імпортована пістолетна дриль та багатостанційна дриль, одноразове формування отвору, високоякісна обробка, виробництво кормів, гарний зовнішній вигляд і висока продуктивність;
4. Виберіть комбінацію вакуумної печі та печі безперервного гартування, щоб забезпечити тривалий термін служби;
5. Відповідно до принципу та вимог замовника до розробки коефіцієнта стиснення та міцності;
6. Мікроскопічне дослідження для забезпечення якості продукції;
42Crmo / 20CrMnTi технологія обробки кільцевої матриці з легованої сталі:
Різання→Кування→Нормалізація→Чорнова обробка→Відпустка→Оздоблення→Свердління (розширення) отвору→Цементація→Шліфування→(за винятком шару окислення) →Випробування тиском→(Пасивація фосфором)→Олія для покриття антикорозії→Перевірте та збережіть параметри;
Технологія обробки кільцевої матриці з нержавіючої сталі X46Cr13 / 4Cr13:
Різання→Кування→Чорнова обробка→Нормалізація→Оздоблення→Загартування та відпустка→ › Оздоблення→Свердління отвору→Азотування→Полірування→Випробування тиском→Стійкість покриття→Іржаве масло→Перевірте та збережіть параметри;
| S/N | Модель | Розмір OD*ID*загальна ширина*ширина колодки - мм | Розмір отвору mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Ступінчаста роликова оболонка
Валкова оболонка є однією з основних робочих частин гранулятора. Використовується для переробки різноманітних біопаливних пелет, кормів для тварин та інших пелет. Використання високої зносостійкої легованої сталі (40Cr, 20Crmnti, Gcr15), термічна обробка цементацією, рівномірна твердість. Термін служби довгий, і існують різні типи структур, такі як зубчаста наскрізна форма, зубчаста блокована та отвірна форма. Частина пресувального ролика виготовлена з внутрішнього ексцентрикового вала та інших частин із точними розмірами, завдяки чому зручно регулювати відстань між пресуючим роликом і кільцевою матрицею відповідно до виробничих вимог користувача, її легко скласти та встановити, і це легко замінити оболонку притискного ролика.
Запобіжні заходи:
1. Правильно виберіть відповідний коефіцієнт стиснення отвору матриці;
2. Правильно відрегулюйте робочий зазор між кільцевою матрицею та притискним роликом між 0,1 і 0,3 мм (притискний ролик приводиться в рух кільцевою матрицею після ввімкнення нового гранулятора в стані «як обертається, але не обертається») ;
3. Нову кільцеву матрицю слід використовувати з новим притискним роликом, а притискний ролик і кільцеву матрицю потрібно ослабити, а потім затягнути. Коли з обох боків притискного валика з’являються гострі кути, фланець притискного валика слід своєчасно згладити за допомогою ручної шліфувальної машини, щоб забезпечити хорошу посадку між притискним валиком і кільцевою матрицею;
4. Сировина повинна пройти попередню очистку та магнітну сепарацію перед гранулюванням, щоб зменшити пресування заліза в отвір матриці. І регулярно перевіряти отвір матриці, щоб перевірити, чи немає блокування. Вчасно пробийте або просвердліть заблокований отвір форми;
5. Необхідно виправити пластичну деформацію отвору направляючого конуса кільцевої матриці. Під час ремонту слід мати на увазі, що нижня частина робочої внутрішньої поверхні кільцевої матриці повинна бути на 2 мм вищою за нижню частину канавки переміщення, і після ремонту ще залишається місце для регулювання ексцентрикового вала притискного ролика. В іншому випадку, кільцева матриця повинна бути знищена;
6. Оболонка притискного ролика виготовлена із зносостійкого сплаву шляхом обробки золотом та термічної обробки. Форма поверхні зубів оболонки притискного ролика має певний вплив на продуктивність гранулювання.
Зазвичай використовуваний профіль зуба роликової оболонки: профіль зуба через тип, профіль зуба не через тип, тип отвору.
1. Прохідні та зубчасті ролики в основному використовуються для гранулювання матеріалів для худоби та птиці. Перевага прохідних роликів полягає в тому, що кільцева матриця зношується рівномірно, але продуктивність котушки є поганою.
2. Притискний ролик у формі зубчастої канавки має хороші характеристики матеріалу котушки та зазвичай використовується на комбікормових заводах, але знос кільцевої матриці не є рівномірним. Притискний валик у формі зуба з пазом із ущільнювальним краєм в основному підходить для гранулювання водних матеріалів. Ковзайте з обох сторін.
Гвинтова роликова оболонка
Валкова оболонка є однією з основних робочих частин гранулятора. Використовується для переробки різноманітних біопаливних пелет, кормів для тварин та інших пелет. Використання високої зносостійкої легованої сталі (40Cr, 20Crmnti, Gcr15), термічна обробка цементацією, рівномірна твердість. Термін служби довгий, і існують різні типи структур, такі як зубчаста наскрізна форма, зубчаста блокована та отвірна форма. Частина пресувального ролика виготовлена з внутрішнього ексцентрикового вала та інших частин із точними розмірами, завдяки чому зручно регулювати відстань між пресуючим роликом і кільцевою матрицею відповідно до виробничих вимог користувача, її легко скласти та встановити, і це легко замінити оболонку притискного ролика.
Запобіжні заходи:
1. Правильно виберіть відповідний коефіцієнт стиснення отвору матриці;
2. Правильно відрегулюйте робочий зазор між кільцевою матрицею та притискним роликом між 0,1 і 0,3 мм (притискний ролик приводиться в рух кільцевою матрицею після ввімкнення нового гранулятора в стані «як обертається, але не обертається») ;
3. Нову кільцеву матрицю слід використовувати з новим притискним роликом, а притискний ролик і кільцеву матрицю потрібно ослабити, а потім затягнути. Коли з обох боків притискного валика з’являються гострі кути, фланець притискного валика слід своєчасно згладити за допомогою ручної шліфувальної машини, щоб забезпечити хорошу посадку між притискним валиком і кільцевою матрицею;
4. Сировина повинна пройти попередню очистку та магнітну сепарацію перед гранулюванням, щоб зменшити пресування заліза в отвір матриці. І регулярно перевіряти отвір матриці, щоб перевірити, чи немає блокування. Вчасно пробийте або просвердліть заблокований отвір форми;
5. Необхідно виправити пластичну деформацію отвору направляючого конуса кільцевої матриці. Під час ремонту слід мати на увазі, що нижня частина робочої внутрішньої поверхні кільцевої матриці повинна бути на 2 мм вищою за нижню частину канавки переміщення, і після ремонту ще залишається місце для регулювання ексцентрикового вала притискного ролика. В іншому випадку, кільцева матриця повинна бути знищена;
6. Оболонка притискного ролика виготовлена із зносостійкого сплаву шляхом обробки золотом та термічної обробки. Форма поверхні зубів оболонки притискного ролика має певний вплив на продуктивність гранулювання.
Зазвичай використовуваний профіль зуба роликової оболонки: профіль зуба через тип, профіль зуба не через тип, тип отвору.
1. Прохідні та зубчасті ролики в основному використовуються для гранулювання матеріалів для худоби та птиці. Перевага прохідних роликів полягає в тому, що кільцева матриця зношується рівномірно, але продуктивність котушки є поганою.
2. Притискний ролик у формі зубчастої канавки має хороші характеристики матеріалу котушки та зазвичай використовується на комбікормових заводах, але знос кільцевої матриці не є рівномірним. Притискний валик у формі зуба з пазом із ущільнювальним краєм в основному підходить для гранулювання водних матеріалів. Ковзайте з обох сторін.