Pelet değirmeni yedek parçaları için PTN Serisi Halka Kalıp Üreticisi
- SHH.ZHENGYI
● PTN serisi halka kalıbı
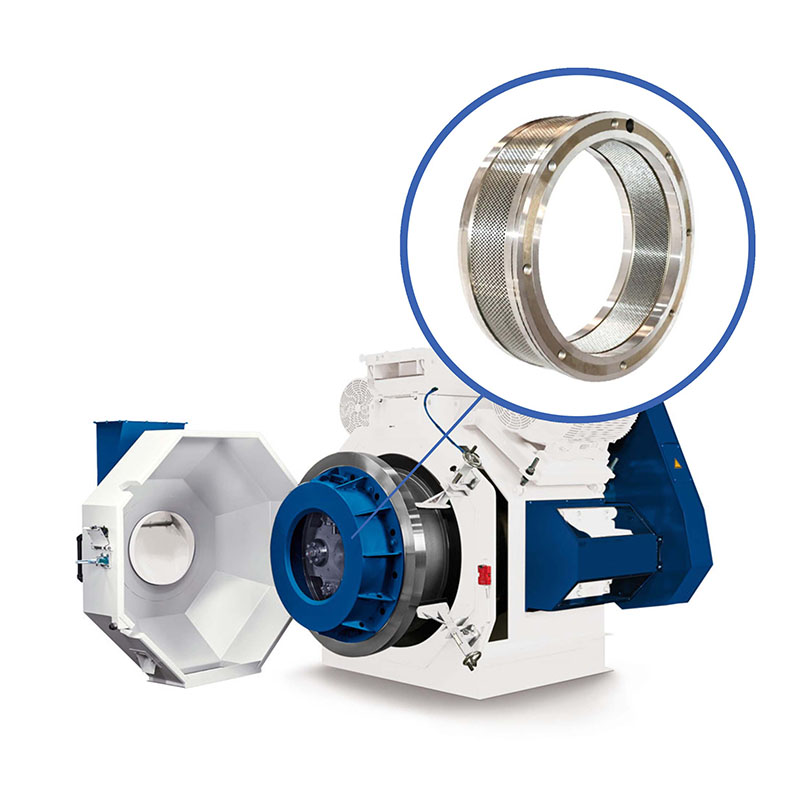

PTN pelet değirmen serisi halka kalıbı, yüksek kaliteli alaşımlı çelikten veya yüksek kromlu paslanmaz çelikten (Alman standardı X46cr13) yapılmıştır. Dövme, kesme, delme, ısıl işlem ve diğer işlemlerle işlenir. Sıkı üretim yönetimi ve kalite sistemi sayesinde, üretim halka kalıbının sertliği, kalıp deliği bütünlüğü ve kalıp deliği bitişi çok yüksek kaliteye ulaşmıştır.
Parametre
| G/G | Modeli | BoyutOD*ID*toplam genişlik*ped genişliği -mm | Delik boyutumm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Anormal Durumun Analizi ve Önerilen İyileştirmeler
Arızanın Sebep Analizi (normalde meydana gelen)
küçük işletmelerin sürekli dökümü)
1. Tahrik tekerleği eşleşen yüzey tarafından kırılan kalıp
2. Kalıp astar halkasının aşınması ve deformasyonu nedeniyle kalıp kırılmıştır.
3. Sürüş anahtarının uyarılmasıyla kırılır.
4. Ütü giderme cihazının zayıflatma etkisi için kalıbın yüzeyine uygulanan girinti, daha sonra kalıbın çatlamasına neden olur.
5. Kalıp ile sıkıştırma silindiri arasındaki küçük açıklık.
6. Küçük sıkıştırma oranıyla kırılan kalıp, küçük çaplı balık yemi, basınç tahliye deliği olmayan kalıplar.
| HAYIR. | Dış görünüş | Sebepler | Çözümler |
| 1 | Çatlaklarla birlikte parçacık bükülmeleri |
| |
| 2 | Enine çatlak ile |
| |
| 3 | Dikey çatlaklar |
| |
| 4 | Radyatif çatlaklar | Büyük parçacıklar mevcut (yarım yarım veya bütün mısır kaldı) | Hammaddelerin inceliğini kontrol edin, öğütme düzgünlüğünü artırın. |
| 5 | Yüzey düzgünsüzlüğü |
| |
| 6. | Pellet gibi bıyık | Çok fazla buhar ve çok yüksek basınç, kalıptan ayrıldığında pelet çatlıyor. | 1. Buhar basıncını azaltın, iklimlendirme için düşük basınçlı buhar (15 – 20psi) kullanın. 2. Düşürme vanasının konumunu kontrol edin. |