








Pinakamahusay na tagagawa ng presyo ng Closed tooth Roller Shell
- SHH.ZHENGYI
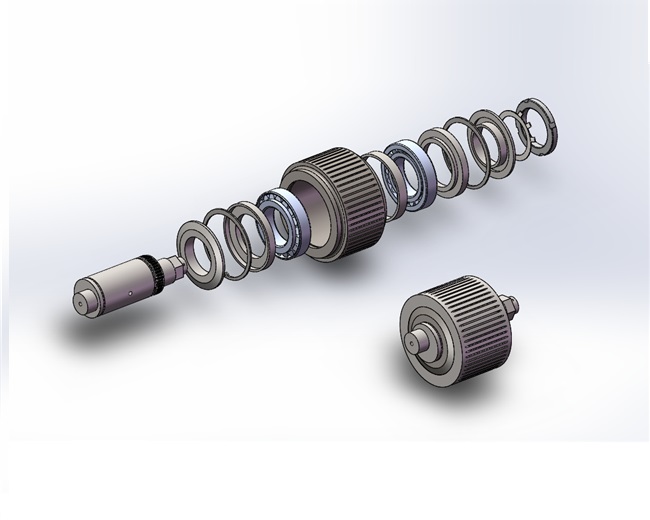


 Ang roller shell ay isa sa mga pangunahing gumaganang bahagi ng pellet mill. Ginagamit upang iproseso ang iba't ibang mga biofuel pellets, feed ng hayop at iba pang mga pellets. Gamit ang mataas na wear-resistant alloy steel (40Cr, 20Crmnti, Gcr15), carburizing heat treatment, pare-parehong tigas. Ang buhay ng serbisyo ay mahaba, at may iba't ibang uri ng mga istraktura tulad ng hugis ngipin sa pamamagitan ng hugis, hugis ngipin na naka-block, at hugis-butas. Ang bahagi ng pagpindot sa roller ay gawa sa panloob na sira-sira na baras at iba pang mga bahagi na may tumpak na mga sukat, na maginhawa upang ayusin ang distansya sa pagitan ng pagpindot sa roller at ang singsing na mamatay ayon sa mga kinakailangan sa produksyon ng gumagamit, at ito ay madaling tiklop at i-install, at ito ay madaling palitan ang pagpindot sa roller shell.
Ang roller shell ay isa sa mga pangunahing gumaganang bahagi ng pellet mill. Ginagamit upang iproseso ang iba't ibang mga biofuel pellets, feed ng hayop at iba pang mga pellets. Gamit ang mataas na wear-resistant alloy steel (40Cr, 20Crmnti, Gcr15), carburizing heat treatment, pare-parehong tigas. Ang buhay ng serbisyo ay mahaba, at may iba't ibang uri ng mga istraktura tulad ng hugis ngipin sa pamamagitan ng hugis, hugis ngipin na naka-block, at hugis-butas. Ang bahagi ng pagpindot sa roller ay gawa sa panloob na sira-sira na baras at iba pang mga bahagi na may tumpak na mga sukat, na maginhawa upang ayusin ang distansya sa pagitan ng pagpindot sa roller at ang singsing na mamatay ayon sa mga kinakailangan sa produksyon ng gumagamit, at ito ay madaling tiklop at i-install, at ito ay madaling palitan ang pagpindot sa roller shell.
Mga pag-iingat
1.Tamang piliin ang naaangkop na die hole compression ratio.
2.Tamang isaayos ang working gap sa pagitan ng ring die at pressure roller na nasa pagitan ng 0.1 at 0.3mm (ang pressure roller ay hinihimok ng ring die pagkatapos i-on ang bagong granulator sa isang "tulad ng umiikot ngunit hindi umiikot" na estado).
3.Ang bagong ring die ay dapat gamitin sa isang bagong pressure roller, at ang pressure roller at ang ring die ay dapat na maluwag bago at pagkatapos ay higpitan. Kapag lumilitaw ang mga matutulis na sulok sa magkabilang panig ng pressure roller, ang flange ng pressure roller ay dapat na pakinisin gamit ang isang gilingan ng kamay sa oras upang mapadali ang isang mahusay na akma sa pagitan ng pressure roller at ang ring die.
4.Ang hilaw na materyal ay dapat sumailalim sa paunang paglilinis at magnetic separation bago ang pelletizer upang mabawasan ang pagpindot ng bakal sa butas ng die. At regular na suriin ang butas ng mamatay upang makita kung mayroong anumang bara. Punch out o i-drill out ang nakaharang na butas ng amag sa oras.
5.Dapat ayusin ang plastic deformation ng guide cone hole ng ring die. Kapag nag-aayos, dapat tandaan na ang pinakamababang bahagi ng gumaganang panloob na ibabaw ng ring die ay dapat na 2mm na mas mataas kaysa sa ilalim ng overtravel groove, at mayroon pa ring puwang para sa pagsasaayos ng sira-sira na baras ng pressure roller pagkatapos ng pagkumpuni Kung hindi man, dapat tanggalin ang singsing.
6.Ang pressure roller shell ay gawa sa wear-resistant alloy na materyal sa pamamagitan ng pagpoproseso ng ginto at paggamot sa init. Ang anyo ng ibabaw ng ngipin ng pressure roller shell ay may tiyak na impluwensya sa pagganap ng granulation.
Karaniwang ginagamit na roller shell tooth profile: profile ng ngipin sa pamamagitan ng uri, profile ng ngipin hindi sa pamamagitan ng uri, uri ng butas.
1.Ang mga pass at tooth groove roller ay pangunahing ginagamit para sa pag-pelletize ng mga hayop at mga materyales sa manok. Ang bentahe ng mga pass roller ay ang pantay na pagsusuot ng ring die, ngunit ang pagganap ng coil ay hindi maganda.
2.Ang tooth groove shape pressure roller ay may magandang coil material performance at karaniwang ginagamit sa mga feed factory, ngunit hindi pare-pareho ang wear ng ring die. Ang tooth groove shape pressure roller na may sealing edge ay pinaka-angkop para sa pelletizing ng aquatic materials. Mag-slide sa magkabilang gilid.