


Korrugerad rullskal – Öppen ände
- SHH.ZHENGYI
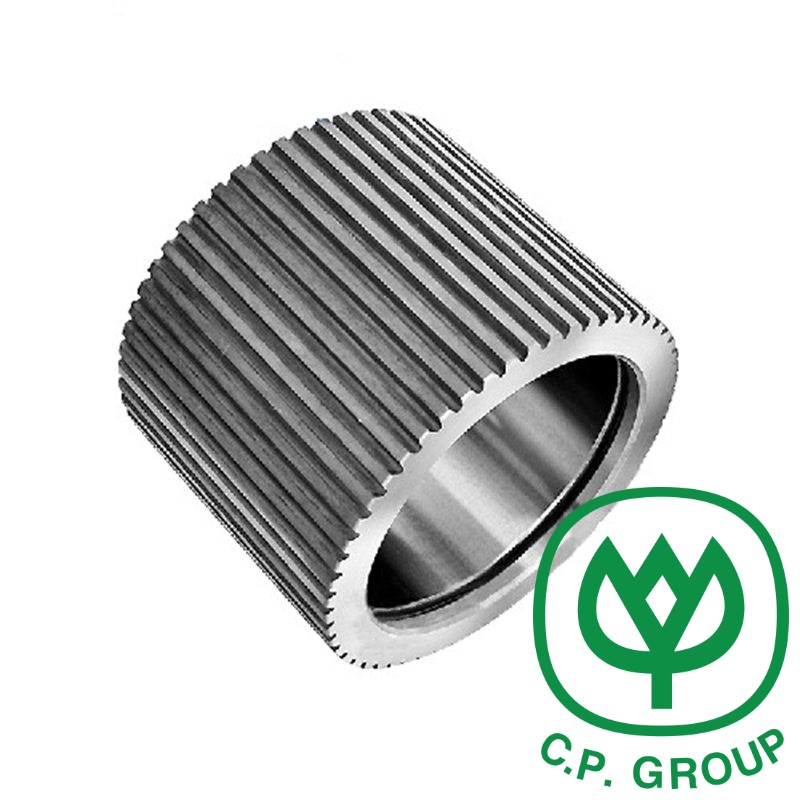
Öppen ände innebär att det finns ett antal raka spår med lika intervall i omkretsriktningen av skalets yttre periferiyta. De raka spåren är belägna i den axiella mitten av den yttre omkretsytan av tryckvalsskalet, och deras längd är lika med tryckvalsskalets bredd.
Fördelar:Det kan spela rollen som utjämning av material i trågriktningen. När trycket är extremt högt kan det delvis avlasta trycket och minska slitaget mellan vals och ringform. Spolematerialet har bra prestanda och driften är relativt stabil.
Nackdelar:Materialläckage är lätt i båda ändar, vilket orsakar förluster; slitaget på ringen blir ojämnt.
Rullskalet är en av de huvudsakliga arbetsdelarna i pelletskvarnen. Används för att bearbeta olika biobränslepellets, djurfoder och andra pellets. Använder högt slitstarkt legerat stål (20MnCr5), uppkolande värmebehandling, jämn hårdhet. Livslängden är lång och det finns olika typer av strukturer såsom tandformade genomgående, tandformade blockerade och hålformade. Pressvalsdelen är gjord av intern excentrisk axel och andra delar med exakta dimensioner, vilket är bekvämt att justera avståndet mellan pressrullen och ringformen enligt användarens produktionskrav, och den är lätt att vika och installera, och den är lätt att byta ut pressvalsskalet.
Försiktighetsåtgärder:
1. Välj korrekt kompressionsförhållande för formhålet;
2. Justera korrekt arbetsgapet mellan ringformen och tryckvalsen till att vara mellan 0,1 och 0,3 mm (tryckvalsen drivs av ringformen efter att den nya granulatorn har slagits på i ett "som roterande men inte roterande" tillstånd) ;
3. Den nya ringformen ska användas med en ny tryckrulle, och tryckrullen och ringformen måste vara lösa innan och sedan dras åt. När skarpa hörn uppträder på båda sidor av tryckrullen, bör tryckrullens fläns jämnas till med en handslip i tid för att underlätta en god passning mellan tryckrullen och ringformen;
4. Råmaterialet måste genomgå en preliminär rengöring och magnetisk separation innan pelletiseringsanordningen för att minska järnpressningen i formhålet. Och att kontrollera formhålet regelbundet för att se om det finns någon blockering. Stansa ut eller borra ut det blockerade formhålet i tid;
5. Plastisk deformation av styrkonens hål på ringformen bör repareras. Vid reparation bör det noteras att den lägsta delen av den arbetande inre ytan av ringformen ska vara 2 mm högre än botten av övergångsspåret, och det finns fortfarande utrymme för att justera tryckrullens excentriska axel efter reparation. ringformen ska skrotas;
6. Tryckvalsskalet är tillverkat av slitstarkt legeringsmaterial genom guldbearbetning och värmebehandling. Tandytformen på tryckvalsskalet har en viss inverkan på granuleringsprestandan.