


Прстен за млин за пелет серије СЗЛХ
- СХХ.ЗХЕНГИИ
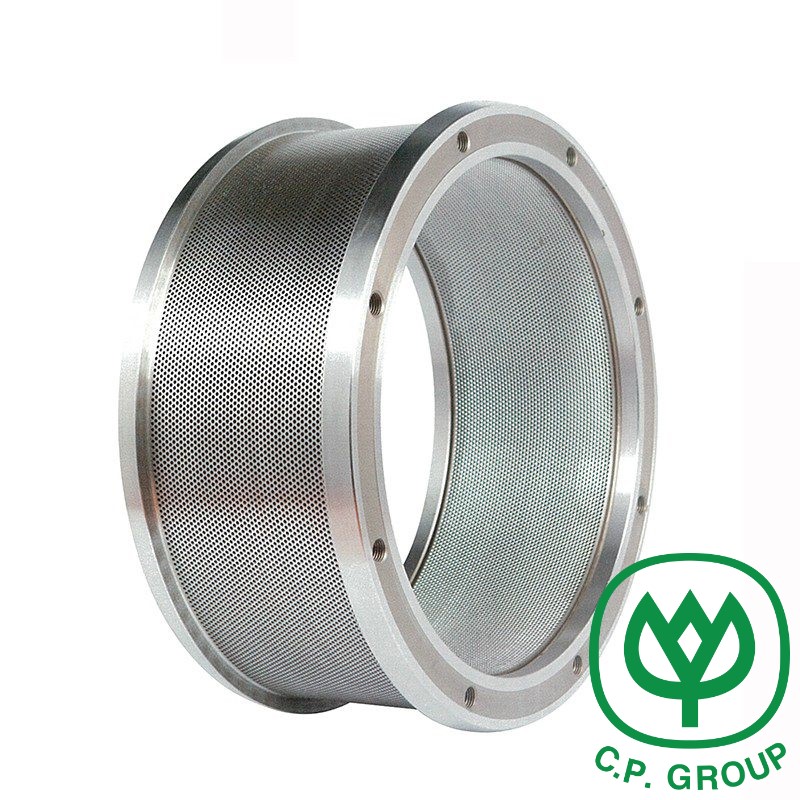
1.Одаберите висококвалитетне сировине, секундарну производњу челика, гредицу за дегасирање;
2. Материјал за прстенове: Кс46Цр13 / 4Цр13 (нерђајући челик), 42Црмо / 20ЦрМнТи (легирани челик) или други прилагођени материјали;
3. Увозна бушилица за пиштољ и бушилица са више станица, једнократна рупа за формирање, висококвалитетна завршна обрада, производња хране, прелеп изглед и висок учинак;
4. Изаберите комбинацију вакуумске пећи и пећи за континуирано гашење како бисте осигурали дуг радни век;
5.Према принципу и захтевима купца за пројектовање компресије и чврстоће;
6.Микроскопски преглед како би се осигурао квалитет производа;
42Црмо / 20ЦрМнТи легирани челични прстен технологија обраде калупа:
Сечење→Ковање→Нормализација→Грубаво→Каљење→Завршна обрада→Бушење (проширивање) рупа→ Поугљичење→Брушење→(Искључујући оксидациони слој) →Тестирање под притиском→(пасивација фосфора)→Уље за премаз против рђе→Проверите и сачувајте опције;
Кс46Цр13 / 4Цр13 технологија обраде прстена од нерђајућег челика:
Сечење→Ковање→Грапово→Нормализација→Завршна обрада→Каљење и каљење→ › Завршна обрада→Бушење рупа→Нитрирање→Полирање→Тестирање под притиском→ Отпорност премаза→Зарђало уље→Проверите и сачувајте опције;
| С/Н | Модел | Величина ОД*ИД*укупна ширина*ширина јастучића -мм | Величина рупе mm |
| 1 | СЗЛХ320 | 432*320*130*87 | 1-12 |
| 2 | СЗЛХ350 | 500*350*180*100 | 1-12 |
| 3 | СЗЛХ400 | 558*400*200*120 | 1-12 |
| 4 | СЗЛХ400Д | 558*400*218*138 | 1-12 |
| 5 | СЗЛХ420 | 580*420*196*120 | 1-12 |
| 6 | СЗЛХ420Д | 580*420*214*140 | 1-12 |
| 7 | СЗЛХ508 | 660*508*238*155 | 1-12 |
| 8 | СЗЛХ508Е | 660*508*284*185 | 1-12 |
| 9 | СЗЛХ558 | 774*572*270*170 | 1-12 |
| 10 | СЗЛХ578 | 774*572*300*200 | 1-12 |
| 11 | СЗЛХ768 | 966*761*370*210 | 1-12 |
Степенасти ваљкасти омотач
Оклоп ваљка је један од главних радних делова млина за пелете. Користи се за прераду разних пелета биогорива, сточне хране и других пелета. Коришћење легираног челика високе отпорности на хабање (40Цр, 20Црмнти, Гцр15), термичка обрада карбуризирањем, уједначена тврдоћа. Радни век је дуг, а постоје различите врсте структура као што су у облику зуба, у облику зуба блокиране и у облику рупе. Део ваљка за пресовање је направљен од унутрашње ексцентричне осовине и других делова са прецизним димензијама, што је погодно за подешавање растојања између ваљка за пресовање и прстенасте матрице према захтевима производње корисника, а лако се склапа и поставља, а лако је заменити омотач ваљка за пресовање.
Превентивне мере:
1. Правилно изаберите одговарајући однос компресије отвора на матрици;
2. Правилно подесите радни размак између прстенастог матрице и притисног ваљка да буде између 0,1 и 0,3 мм (притисни ваљак покреће прстенаста матрица након што се нови гранулатор укључи у стање „као да се ротира, али не ротира“) ;
3. Нова прстенаста матрица треба да се користи са новим притисним ваљком, а потисни ваљак и прстенаста матрица морају бити олабављени пре и затим затегнути. Када се на обе стране потисног ваљка појаве оштри углови, прирубницу потисног ваљка треба на време изгладити ручном брусилицом како би се омогућило добро уклапање између притисног ваљка и прстенасте матрице;
4. Сирови материјал се мора подвргнути претходном чишћењу и магнетној сепарацији пре пелетизатора како би се смањило утискивање гвожђа у отвор за матрице. И да редовно проверавате отвор за матрице да видите да ли постоји блокада. На време избушите или избушите блокирану рупу за калуп;
5. Поправити пластичну деформацију отвора конусног отвора прстенасте матрице. Приликом поправке треба имати на уму да најнижи део радне унутрашње површине прстенастог матрице треба да буде 2мм виши од дна преклопног жлеба и да има још места за подешавање ексцентричне осовине потисног ваљка након поправке У супротном, матрицу за прстен треба уклонити;
6. Шкољка ваљка за притисак је направљена од легуре отпорног на хабање обрадом злата и топлотном обрадом. Облик површине зуба љуске потисног ваљка има одређени утицај на перформансе гранулације.
Уобичајено коришћени профил зуба шкољке ваљка: профил зуба кроз тип, профил зуба не кроз тип, тип рупе.
1. Ваљци за пролаз и жљебове за зубе се углавном користе за пелетирање материјала за стоку и живину. Предност пролазних ваљака је у томе што се прстенаста матрица равномерно троши, али су перформансе завојнице лоше.
2. Притисни ваљак у облику зупчастог жлеба има добре перформансе материјала завојнице и обично се користи у фабрикама хране, али хабање прстенасте матрице није уједначено. Притисни ваљак у облику зупчастог жлеба са заптивним рубом је углавном погодан за пелетирање водених материјала. Клизите на обе стране.
ШКОЉКИ ВАЉАК
Оклоп ваљка је један од главних радних делова млина за пелете. Користи се за прераду разних пелета биогорива, сточне хране и других пелета. Коришћење легираног челика високе отпорности на хабање (40Цр, 20Црмнти, Гцр15), термичка обрада карбуризирањем, уједначена тврдоћа. Радни век је дуг, а постоје различите врсте структура као што су у облику зуба, у облику зуба блокиране и у облику рупе. Део ваљка за пресовање је направљен од унутрашње ексцентричне осовине и других делова са прецизним димензијама, што је погодно за подешавање растојања између ваљка за пресовање и прстенасте матрице према захтевима производње корисника, а лако се склапа и поставља, а лако је заменити омотач ваљка за пресовање.
Превентивне мере:
1. Правилно изаберите одговарајући однос компресије отвора на матрици;
2. Правилно подесите радни размак између прстенастог матрице и притисног ваљка да буде између 0,1 и 0,3 мм (притисни ваљак покреће прстенаста матрица након што се нови гранулатор укључи у стање „као да се ротира, али не ротира“) ;
3. Нова прстенаста матрица треба да се користи са новим притисним ваљком, а потисни ваљак и прстенаста матрица морају бити олабављени пре и затим затегнути. Када се на обе стране потисног ваљка појаве оштри углови, прирубницу потисног ваљка треба на време изгладити ручном брусилицом како би се омогућило добро уклапање између притисног ваљка и прстенасте матрице;
4. Сирови материјал се мора подвргнути претходном чишћењу и магнетној сепарацији пре пелетизатора како би се смањило утискивање гвожђа у отвор за матрице. И да редовно проверавате отвор за матрице да видите да ли постоји блокада. На време избушите или избушите блокирану рупу за калуп;
5. Поправити пластичну деформацију отвора конусног отвора прстенасте матрице. Приликом поправке треба имати на уму да најнижи део радне унутрашње површине прстенастог матрице треба да буде 2мм виши од дна преклопног жлеба и да има још места за подешавање ексцентричне осовине потисног ваљка након поправке У супротном, матрицу за прстен треба уклонити;
6. Шкољка ваљка за притисак је направљена од легуре отпорног на хабање обрадом злата и топлотном обрадом. Облик површине зуба љуске потисног ваљка има одређени утицај на перформансе гранулације.
Уобичајено коришћени профил зуба шкољке ваљка: профил зуба кроз тип, профил зуба не кроз тип, тип рупе.
1. Ваљци за пролаз и жљебове за зубе се углавном користе за пелетирање материјала за стоку и живину. Предност пролазних ваљака је у томе што се прстенаста матрица равномерно троши, али су перформансе завојнице лоше.
2. Притисни ваљак у облику зупчастог жлеба има добре перформансе материјала завојнице и обично се користи у фабрикама хране, али хабање прстенасте матрице није уједначено. Притисни ваљак у облику зупчастог жлеба са заптивним рубом је углавном погодан за пелетирање водених материјала. Клизите на обе стране.