


Kruhová matrica na mlyn na pelety série SZLH
- SHH.ZHENGYI
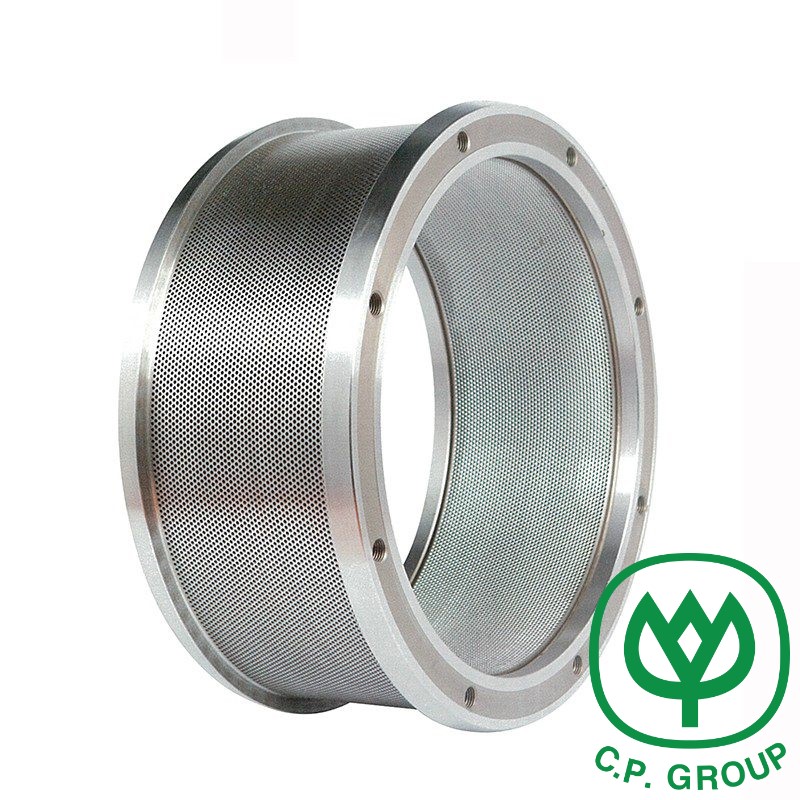
1.Vyberte vysokokvalitné suroviny, sekundárnu výrobu ocele, odplyňovacie predvalky;
2. Materiál prstencovej matrice: X46Cr13 / 4Cr13 (nehrdzavejúca oceľ), 42Crmo / 20CrMnTi (legovaná oceľ) alebo iné vlastné materiály;
3.Importovaná pištoľová vŕtačka a vŕtačka s viacerými stanicami, jednorazový tvarovací otvor, vysokokvalitná povrchová úprava, výroba krmiva, krásny vzhľad a vysoký výkon;
4. Vyberte kombináciu vákuovej pece a kontinuálnej ochladzovacej pece, aby ste zabezpečili dlhú životnosť;
5.Podľa princípu a požiadaviek zákazníka navrhnúť kompresný pomer a pevnosť;
6.Mikroskopické vyšetrenie na zabezpečenie kvality produktu;
Technológia spracovania krúžkov z legovanej ocele 42Crmo / 20CrMnTi:
Rezanie→Kovanie→Normalizácia→Hrubovanie→Popúšťanie→Dokončovanie→Vŕtanie (rozširovanie) otvoru→Cuhličovanie→Brúsenie→(okrem oxidačnej vrstvy)→Tlakové testovanie→(pasivácia fosforom)→Náter Antikorózny olej→Skontrolujte a uložte možnosti;
Technológia spracovania krúžkov z nehrdzavejúcej ocele X46Cr13 / 4Cr13:
Rezanie→Kovanie→Hrubovanie→Normalizácia→Dokončovanie→Kalenie a popúšťanie→ ›Konečná úprava→Vŕtanie→Nitridovanie→Leštenie→Tlaková skúška→Odolnosť povlaku→Hodivý olej→Skontrolujte a uložte možnosti;
| S/N | Model | Veľkosť OD*ID*celková šírka*šírka podložky -mm | Veľkosť otvoru mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | 350 SZLH | 500*350*180*100 | 1-12 |
| 3 | 400 SZLH | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Stupňovitý valčekový plášť
Plášť valca je jednou z hlavných pracovných častí mlyna na pelety. Používa sa na spracovanie rôznych biopalivových peliet, krmiva pre zvieratá a iných peliet. Použitie vysoko odolnej legovanej ocele (40Cr, 20Crmnti, Gcr15), karburizačné tepelné spracovanie, rovnomerná tvrdosť. Životnosť je dlhá a existujú rôzne typy štruktúr, ako napríklad v tvare zuba s priechodným tvarom, v tvare zuba s blokovaním a v tvare otvoru. Časť lisovacieho valca je vyrobená z vnútorného excentrického hriadeľa a ďalších častí s presnými rozmermi, čo je vhodné na nastavenie vzdialenosti medzi lisovacím valcom a prstencovou matricou podľa výrobných požiadaviek používateľa a je ľahké ho zložiť a nainštalovať. je ľahké vymeniť plášť lisovacieho valca.
Prevencia:
1. Správne vyberte vhodný pomer kompresie otvoru v matrici;
2. Správne nastavte pracovnú medzeru medzi prstencovou matricou a prítlačným valcom tak, aby bola medzi 0,1 a 0,3 mm (prítlačný valec je poháňaný prstencovou matricou po zapnutí nového granulátora v stave „akoby rotujúci, ale nerotujúci“). ;
3. Nová prstencová matrica by sa mala používať s novým prítlačným valcom a prítlačná kladka a prstencová matrica musia byť predtým uvoľnené a potom utiahnuté. Keď sa na oboch stranách prítlačného valca objavia ostré rohy, príruba prítlačného valca by sa mala včas vyhladiť ručnou brúskou, aby sa uľahčilo dobré uchytenie medzi prítlačným valcom a prstencovou matricou;
4. Surovina musí prejsť predbežným čistením a magnetickou separáciou pred peletizérom, aby sa znížilo lisovanie železa do otvoru matrice. A pravidelne kontrolovať otvor matrice, či nie je upchatý. Včas vyrazte alebo vyvŕtajte zablokovaný otvor formy;
5. Je potrebné opraviť plastickú deformáciu otvoru vodiaceho kužeľa prstencovej matrice. Pri oprave je potrebné poznamenať, že najnižšia časť pracovnej vnútornej plochy prstencovej matrice by mala byť o 2 mm vyššia ako spodok drážky pre prejazd a po oprave je stále priestor na nastavenie excentrického hriadeľa prítlačného valca V opačnom prípade, prstencová matrica by mala byť zošrotovaná;
6. Plášť prítlačného valca je vyrobený zo zliatinového materiálu odolného voči opotrebovaniu spracovaním zlata a tepelným spracovaním. Tvar povrchu zubov plášťa prítlačného valca má určitý vplyv na granulačný výkon.
Bežne používaný profil zubov plášťa valca: profil zubov cez typ, profil zubov nie cez typ, typ otvoru.
1. Priechodové a zubové drážkovacie valce sa používajú hlavne na peletizáciu materiálov pre hospodárske zvieratá a hydinu. Výhodou priechodných valcov je, že prstencová matrica sa opotrebováva rovnomerne, ale výkon cievky je slabý.
2. Prítlačný valec v tvare drážky zubov má dobrý výkon materiálu cievky a bežne sa používa v továrňach na krmivá, ale opotrebovanie prstencovej matrice nie je rovnomerné. Prítlačný valec v tvare zubovej drážky s tesniacou hranou je vhodný hlavne na peletizáciu vodných materiálov. Posuňte na obe strany.
ŠROUBOVINOVÝ VALEC
Plášť valca je jednou z hlavných pracovných častí mlyna na pelety. Používa sa na spracovanie rôznych biopalivových peliet, krmiva pre zvieratá a iných peliet. Použitie vysoko odolnej legovanej ocele (40Cr, 20Crmnti, Gcr15), karburizačné tepelné spracovanie, rovnomerná tvrdosť. Životnosť je dlhá a existujú rôzne typy štruktúr, ako napríklad v tvare zuba s priechodným tvarom, v tvare zuba s blokovaním a v tvare otvoru. Časť lisovacieho valca je vyrobená z vnútorného excentrického hriadeľa a ďalších častí s presnými rozmermi, čo je vhodné na nastavenie vzdialenosti medzi lisovacím valcom a prstencovou matricou podľa výrobných požiadaviek používateľa a je ľahké ho zložiť a nainštalovať. je ľahké vymeniť plášť lisovacieho valca.
Prevencia:
1. Správne vyberte vhodný pomer kompresie otvoru v matrici;
2. Správne nastavte pracovnú medzeru medzi prstencovou matricou a prítlačným valcom tak, aby bola medzi 0,1 a 0,3 mm (prítlačný valec je poháňaný prstencovou matricou po zapnutí nového granulátora v stave „akoby rotujúci, ale nerotujúci“). ;
3. Nová prstencová matrica by sa mala používať s novým prítlačným valcom a prítlačná kladka a prstencová matrica musia byť predtým uvoľnené a potom utiahnuté. Keď sa na oboch stranách prítlačného valca objavia ostré rohy, príruba prítlačného valca by sa mala včas vyhladiť ručnou brúskou, aby sa uľahčilo dobré uchytenie medzi prítlačným valcom a prstencovou matricou;
4. Surovina musí prejsť predbežným čistením a magnetickou separáciou pred peletizérom, aby sa znížilo lisovanie železa do otvoru matrice. A pravidelne kontrolovať otvor matrice, či nie je upchatý. Včas vyrazte alebo vyvŕtajte zablokovaný otvor formy;
5. Je potrebné opraviť plastickú deformáciu otvoru vodiaceho kužeľa prstencovej matrice. Pri oprave je potrebné poznamenať, že najnižšia časť pracovnej vnútornej plochy prstencovej matrice by mala byť o 2 mm vyššia ako spodok drážky pre prejazd a po oprave je stále priestor na nastavenie excentrického hriadeľa prítlačného valca V opačnom prípade, prstencová matrica by mala byť zošrotovaná;
6. Plášť prítlačného valca je vyrobený zo zliatinového materiálu odolného voči opotrebovaniu spracovaním zlata a tepelným spracovaním. Tvar povrchu zubov plášťa prítlačného valca má určitý vplyv na granulačný výkon.
Bežne používaný profil zubov plášťa valca: profil zubov cez typ, profil zubov nie cez typ, typ otvoru.
1. Priechodové a zubové drážkovacie valce sa používajú hlavne na peletizáciu materiálov pre hospodárske zvieratá a hydinu. Výhodou priechodných valcov je, že prstencová matrica sa opotrebováva rovnomerne, ale výkon cievky je slabý.
2. Prítlačný valec v tvare drážky zubov má dobrý výkon materiálu cievky a bežne sa používa v továrňach na krmivá, ale opotrebovanie prstencovej matrice nie je rovnomerné. Prítlačný valec v tvare zubovej drážky s tesniacou hranou je vhodný hlavne na peletizáciu vodných materiálov. Posuňte na obe strany.