

Forma je jadrom v mlyne na pelety. A to je kľúč kvýroba kŕmnych peliet. Podľa neúplných štatistík predstavujú náklady na stratu lisovne peliet viac ako 25 % nákladov na údržbu celej výrobnej dielne. Za každé zvýšenie poplatkov o percentuálny bod klesne vaša konkurencieschopnosť na trhu o 0,25 %. Špecifikácie mlyna na pelety sú preto mimoriadne dôležité.
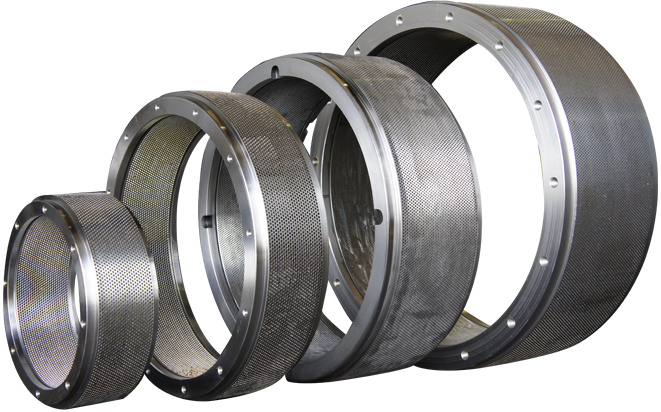
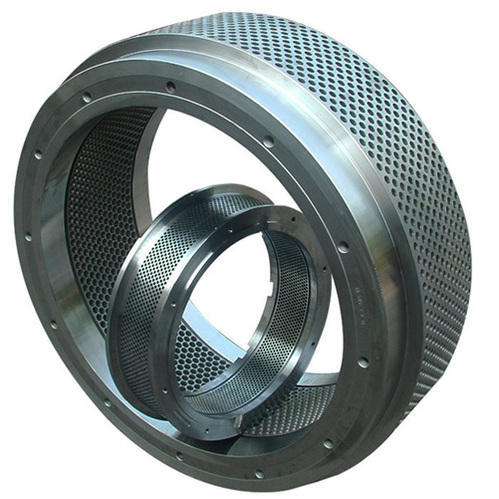
Shanghai Zhengyi (CPSHZY) je profesionálmlyn na kŕmne peletydodávateľ v Číne. Dodávame kruhový mlyn na pelety, mlyn na pelety s plochým lisom ačasti mlyna na peletyako je plochá matrica, prstencová matrica, valec na mlyn na pelety a ďalšie časti pre stroj na pelety.
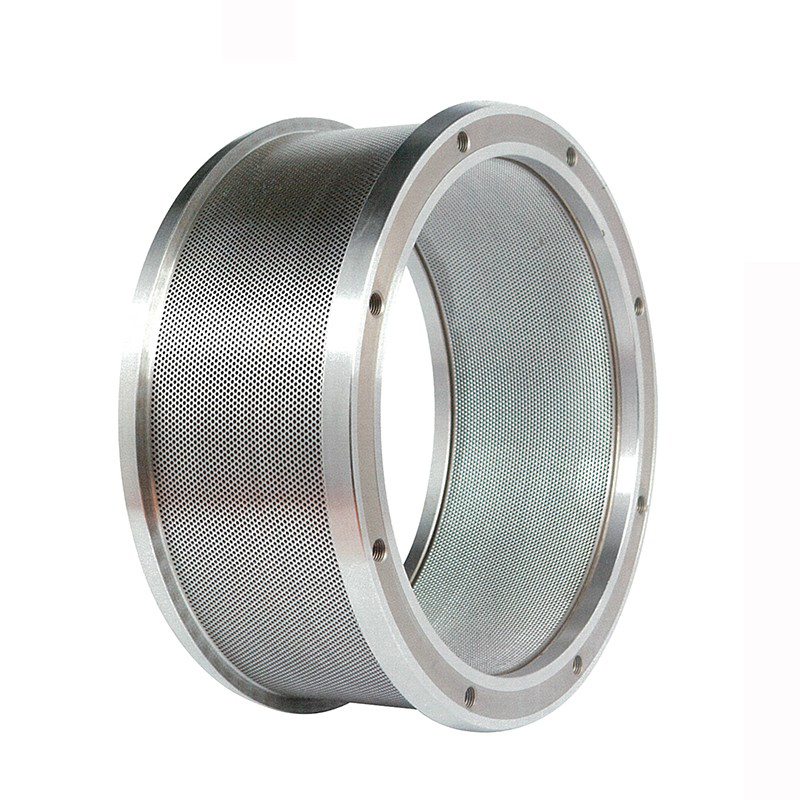
1.Materiál lisovnice na pelety
Forma mlyna na pelety je vo všeobecnosti vyrobená z uhlíkovej ocele, legovanej konštrukčnej ocele alebo nehrdzavejúcej ocele prostredníctvom kovania, obrábania, vŕtania otvorov a procesov tepelného spracovania. Užívateľ si môže vybrať podľa korózie časticovej suroviny. Materiál lisovnice na pelety by mal byť vyrobený z oceľovej zliatiny alebo prstencovej formy z nehrdzavejúcej ocele.
Uhlíková konštrukčná oceľ, ako je oceľ 45, jej tvrdosť pri tepelnom spracovaní je vo všeobecnosti 45-50 HRC, je to materiál prstencovej matrice nízkej kvality, jej odolnosť proti opotrebeniu a odolnosť proti korózii sú slabé, teraz v podstate eliminované.
Legovaná konštrukčná oceľ, ako je 40Cr, 35CrMo atď., S tvrdosťou tepelného spracovania nad 50HRC a dobrými integrovanými mechanickými vlastnosťami. Matica vyrobená z tohto materiálu má vysokú pevnosť a odolnosť proti opotrebeniu, nevýhodou však je, že odolnosť proti korózii nie je dobrá, najmä pri kŕmení rýb.
Cena prstencových razníc, ktoré sú vyrobené z materiálu, nechtíkových peliet, drevnej štiepky, slamených peliet a pod., je oveľa vyššia ako nerez. 20CrMnTi aj 20MnCr5 sú nízkokarbonizované legované ocele, pričom obe sú rovnaké, až na to, že prvá je čínska oceľ a druhá nemecká oceľ. Keďže chemický prvok Ti je v zahraničí málo dostupný, namiesto 20MnCr5 z Nemecka sa používa 20CrMnTi alebo 20CrMn z Číny, takže nepatrí do legovanej konštrukčnej ocele. Kalená vrstva tejto ocele je však procesom nauhličovania obmedzená na maximálnu hĺbku 1,2 mm, čo je tiež výhodou nízkej ceny tejto ocele.
Medzi materiály z nehrdzavejúcej ocele patrí nemecká nehrdzavejúca oceľ X46Cr13, čínska nehrdzavejúca oceľ 4Cr13 atď. Tieto materiály majú lepšiu tuhosť a húževnatosť, vyššiu tvrdosť tepelného spracovania ako nauhličované ocele, kalené vrstvy ako nauhličované ocele a dobrú odolnosť proti opotrebovaniu a korózii, čo má za následok dlhšiu životnosť a prirodzene vyššie ceny ako nauhličované ocele. Vďaka dlhej životnosti nerezovej ocele je frekvencia výmeny nízka, a preto sú náklady na tonu nízke.
Vo všeobecnosti je materiál matrice pre kruhový lis na pelety zliatinová konštrukčná oceľ a materiály z nehrdzavejúcej ocele.
2.Kompresný pomer matrice mlyna na pelety
i=d/L
T = L + M
M je hĺbka redukovaného otvoru
Kompresný pomer (i) je pomer priemeru otvoru matrice (d) a efektívnej dĺžky (L) matrice.
Podľa povahy suroviny je pomer 8-15, Používateľ si vyberie kompresný pomer matrice a nastaví špecifický kompresný pomer, ako je výber mierne nižšieho kompresného pomeru, čo je výhodné na zvýšenie výkonu, zníženie spotreba energie, zníženie opotrebenia prstencovej formy, ale aj zníženie kvality častíc, napríklad pelety nie sú dostatočne pevné, vzhľad je voľný a dĺžka je iná a rýchlosť prášku je vysoká.

3.Rýchlosť otvárania prstencovej matrice
Rýchlosť otvárania matrice mlyna na pelety je pomer celkovej plochy otvoru matrice k efektívnej celkovej ploche matrice. Vo všeobecnosti platí, že čím vyššia je rýchlosť otvárania matrice, tým vyšší je výťažok častíc. Za predpokladu zabezpečenia pevnosti lisovnice sa môže rýchlosť otvárania prstencovej lisovnice čo najviac zlepšiť.
Pri niektorých surovinách je za podmienky primeraného kompresného pomeru stena lisovnice na pelety príliš tenká, takže pevnosť lisovnice nestačí a vo výrobe sa prejaví fenomén explodujúcej formy. V tomto čase by sa hrúbka prstencovej matrice mala zväčšiť za predpokladu, že sa zabezpečí efektívna dĺžka otvoru matrice.
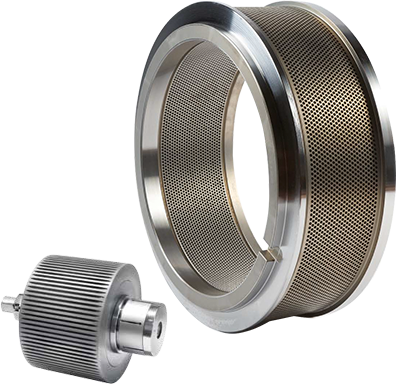
4.Zhoda medzi matricou mlyna na pelety a valcom
Je to najdôležitejšia technológia na zlepšenie účinnosti granulácie a predĺženie životnosti matrice. Mal by zahŕňať 4 aspekty:
- Nová prstencová matrica s novým prítlačným valcom, vyhnite sa nadmernému používaniu prítlačného valca.
- Podľa povahy materiálov, charakteristík typu stroja pri výbere rôznych foriem prítlačného valca, aby sa dosiahla najlepšia účinnosť vytláčania medzi matricou a valcom.
- Kľúčom k prispôsobeniu medzery je stabilita a zásada je: bez ovplyvnenia kapacity sa snažte uvoľniť.
- Ovládajte rýchlosť podávania, upravte dlhú a krátku polohu podávacej škrabky na ovládanie polohy podávania, rozloženie vrstvy materiálu.
5.Spracovanie procesu lisovania na pelety
Otvory pre prstencové matrice sú mimoriadne náročné z hľadiska spracovania a zariadenia na spracovanie a pre nehrdzavejúcu oceľ sú potrebné špeciálne vrtáky a zariadenia na vákuové tepelné spracovanie na výrobu vysoko kvalitných prstencových matríc. Vynikajúci proces vysokoteplotného vákuového kalenia môže výrazne zlepšiť tuhosť, tvrdosť, odolnosť proti oderu, únavovú pevnosť a húževnatosť ocele. Schopnosť zaručiť vyváženú vrstvu tvrdosti pre každý otvor matrice však vyžaduje vysokú úroveň spracovateľských zručností a dlhoročné skúsenosti.
6.Drsnosť povrchu matrice vnútornej steny otvoru matrice
Drsnosť povrchu je tiež dôležitým ukazovateľom kvality prstencovej matrice. Vo všeobecnosti malá hodnota drsnosti povrchu vnútornej steny zlepší kvalitu lícovania, zníži opotrebenie a predĺži životnosť prstencovej matrice, ale zvýšia sa náklady na spracovanie prstencovej matrice.
Drsnosť prstencového otvoru tiež ovplyvňuje kompresný pomer a formovanie častíc, ako aj efektivitu výroby. Pri rovnakom kompresnom pomere prstencovej matrice platí, že čím nižšia je hodnota drsnosti, tým nižšia je odolnosť drevených štiepok alebo krmiva voči vytláčaniu, tým hladšie je vypúšťanie, tým vyššia je kvalita vyrábaných peliet a tým vyššia je efektivita výroby. Dobré spracovanie otvoru krúžkovej matrice môže byť až 0,8-1,6 mikrónov, drsnosť krúžkovej matrice je asi 0,8 mikrónov, správny stroj na jednorazovom materiáli, žiadne brúsenie.
