

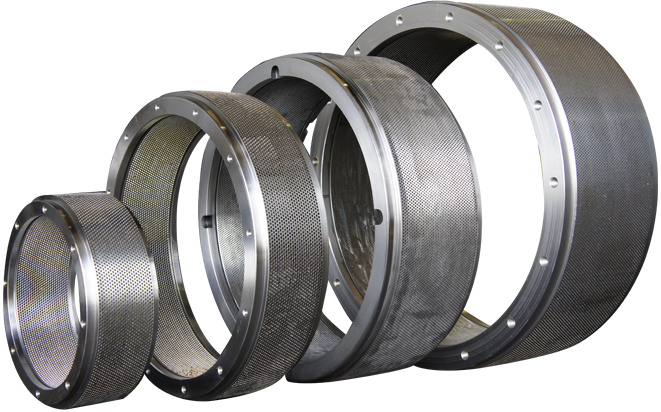
Матрица является основным компонентом гранулятора. И это ключ кизготовление кормовых гранул. По неполным статистическим данным, стоимость потери матриц гранулятора составляет более 25% затрат на техническое обслуживание всего производственного цеха. С каждым процентным пунктом увеличения сборов ваша рыночная конкурентоспособность падает на 0,25%. Поэтому технические характеристики гранулятора чрезвычайно важны.
Шанхай Чжэнъи (CPSHZY) — профессионалзавод по производству кормовых гранулпоставщик в Китае. Мы поставляем грануляторы с кольцевой матрицей, грануляторы с плоской матрицей ичасти гранулятора, такие как плоская матрица, кольцевая матрица, ролик гранулятора и другие детали для гранулятора.
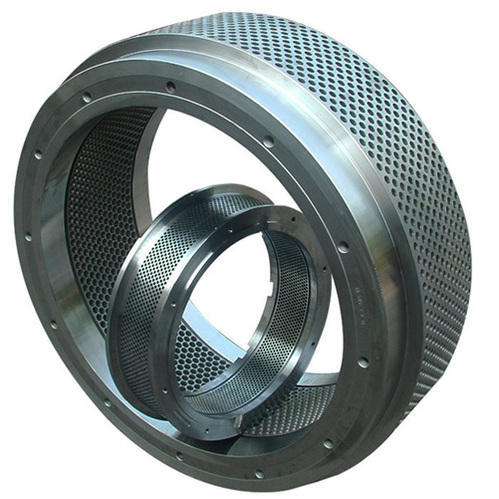
1.Материал матрицы для грануляторов
Матрица гранулятора обычно изготавливается из углеродистой стали, легированной конструкционной стали или нержавеющей стали путем ковки, механической обработки, сверления отверстий и процессов термообработки. Пользователь может выбирать в зависимости от коррозии частиц сырья. Материал матрицы гранулятора должен быть изготовлен из легированной стали или кольцевой формы из нержавеющей стали.
Углеродистая конструкционная сталь, такая как сталь 45, ее твердость при термообработке обычно составляет 45-50 HRC, это низкосортный материал для кольцевых штампов, его износостойкость и коррозионная стойкость низкие, в настоящее время практически исключены.
Легированная конструкционная сталь, такая как 40Cr, 35CrMo и т. д., с твердостью при термообработке выше 50HRC и хорошими комплексными механическими свойствами. Матрица из этого материала обладает высокой прочностью и износостойкостью, но недостатком является плохая коррозионная стойкость, особенно при кормлении рыб.
Цена кольцевых матриц, изготовленных из материала, гранул бархатцев, древесной щепы, гранул соломы и т. д., значительно выше, чем из нержавеющей стали. И 20CrMnTi, и 20MnCr5 представляют собой низкоуглеродистые легированные стали, обе одинаковы, за исключением того, что первая — китайская сталь, а вторая — немецкая сталь. Поскольку химический элемент Ti редко встречается за рубежом, вместо 20MnCr5 из Германии используется 20CrMnTi или 20CrMn из Китая, поэтому он не попадает в категорию легированных конструкционных сталей. Однако закаленный слой этой стали ограничен процессом цементации до максимальной глубины 1,2 мм, что также является преимуществом низкой цены этой стали.
Материалы из нержавеющей стали включают немецкую нержавеющую сталь X46Cr13, китайскую нержавеющую сталь 4Cr13 и т. д. Эти материалы имеют лучшую жесткость и ударную вязкость, более высокую твердость при термообработке, чем науглероженные стали, закаленные слои, чем науглероженные стали, а также хорошую износостойкость и коррозионную стойкость, что приводит к увеличению срока службы и естественно более высокие цены, чем науглероженные стали. Благодаря длительному сроку службы штампов из нержавеющей стали частота замены невелика и, следовательно, стоимость тонны является низкой.
Как правило, материалом матрицы для гранулятора с кольцевой матрицей является легированная конструкционная сталь и нержавеющая сталь.
2.Степень сжатия матрицы гранулятора
я = д/л
Т=Л+М
M – глубина уменьшенного отверстия
Степень сжатия (i) представляет собой соотношение диаметра отверстия матрицы (d) и эффективной длины (L) матрицы.
В зависимости от характера сырья соотношение составляет 8-15. Пользователь выбирает степень сжатия матрицы и регулирует конкретную степень сжатия, например, выбирая немного более низкую степень сжатия, что полезно для увеличения производительности, уменьшения потребление энергии, уменьшение износа кольцевой формы, а также снижение качества частиц, например, гранулы недостаточно прочные, внешний вид рыхлый, длина разная, а скорость порошка высокая.

3.Скорость открытия кольцевой матрицы
Скорость открытия матрицы гранулятора представляет собой отношение общей площади отверстия матрицы к эффективной общей площади матрицы. В общем, чем выше скорость открытия матрицы, тем выше выход частиц. При условии обеспечения прочности матрицы скорость открытия кольцевой матрицы может быть улучшена, насколько это возможно.
Для некоторых видов сырья, при условии разумной степени сжатия, стенки матрицы гранулятора слишком тонкие, поэтому прочность матрицы недостаточна, и в производстве возникает явление взрыва матрицы. В это время толщину кольцевой матрицы следует увеличить, чтобы обеспечить эффективную длину отверстия матрицы.
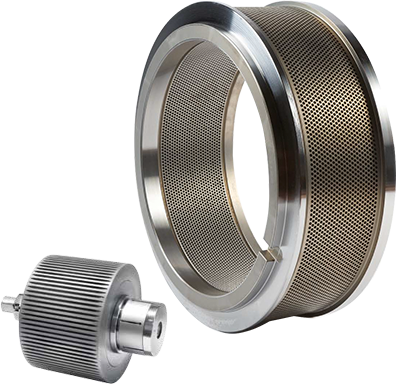
4.Соответствие матрицы гранулятора и ролика
Это наиболее важная технология, позволяющая повысить эффективность грануляции и продлить срок службы матрицы. Оно должно включать 4 аспекта:
- Новая кольцевая матрица с новым прижимным роликом. Избегайте чрезмерного использования прижимного ролика.
- В зависимости от характера материалов, характеристик типа машины выбираются различные формы прижимного ролика, чтобы достичь наилучшей эффективности экструзии между матрицей и валком.
- Ключом к идеальной посадке является стабильность, а принцип таков: не влияя на работоспособность, постарайтесь расслабиться.
- Контролируйте скорость подачи, регулируйте длинное и короткое положение скребка подачи, чтобы контролировать положение подачи и распределение слоев материала.
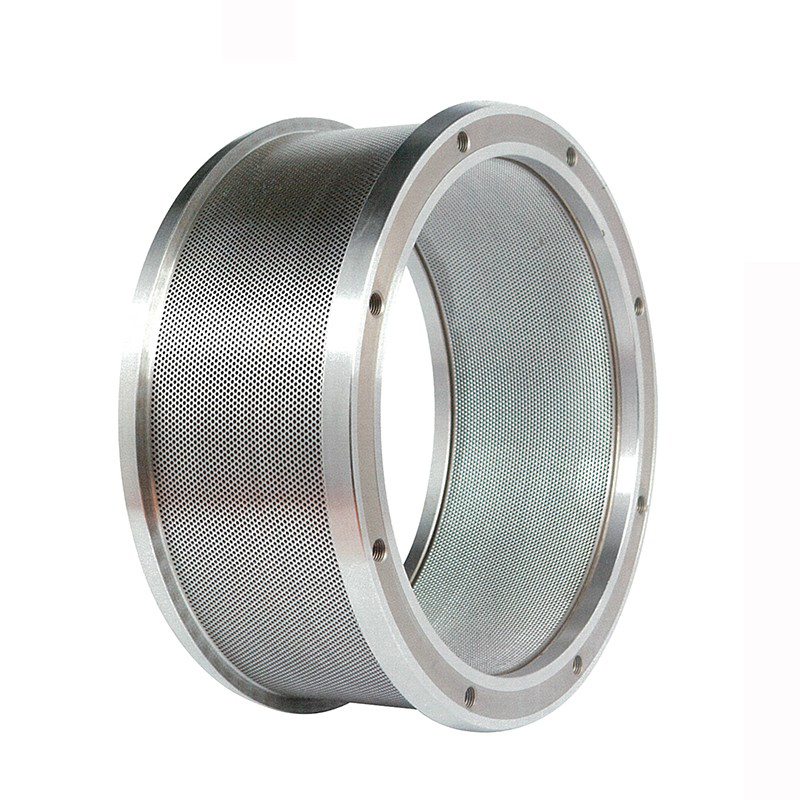
5.Обработка матрицы гранулятора
Отверстия в кольцевых матрицах чрезвычайно требовательны с точки зрения обработки и технологического оборудования, а для изготовления высококачественных кольцевых матриц для нержавеющей стали требуются специальные пистолетные сверла и оборудование для вакуумной термообработки. Превосходный процесс высокотемпературной вакуумной закалки может значительно улучшить жесткость, твердость, стойкость к истиранию, усталостную прочность и ударную вязкость стали. Однако возможность гарантировать сбалансированный слой твердости для каждого отверстия матрицы требует высокого уровня навыков обработки и длительного опыта.
6.Шероховатость поверхности матрицы внутренней стенки отверстия матрицы.
Шероховатость поверхности также является важным показателем качества кольцевой матрицы. В целом небольшая величина шероховатости внутренней поверхности стенки улучшит качество посадки, уменьшит износ и продлит срок службы кольцевой матрицы, но стоимость обработки кольцевой матрицы увеличится.
Шероховатость кольцевых отверстий также влияет на степень сжатия и форму частиц, а также на эффективность производства. При одинаковой степени сжатия кольцевой матрици, чем ниже значение шероховатости, тем ниже сопротивление экструзии древесной щепы или корма, тем более плавный выпуск, тем выше качество получаемых пеллет и выше эффективность производства. Хорошая обработка отверстий в кольцевой матрице может достигать 0,8-1,6 микрон, шероховатость кольцевой матрицы составляет около 0,8 микрона, правильная машина на одноразовом материале, без шлифовки.
