


Seria SZLH moara de peleți inel
- SHH.ZHENGYI
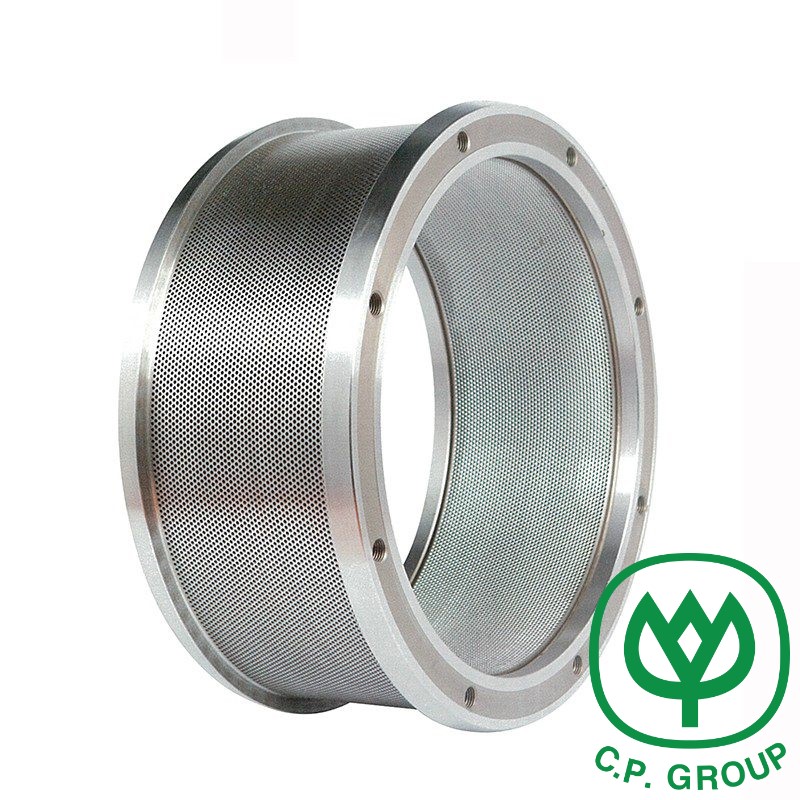
1.Selectați materii prime de înaltă calitate, producție secundară de oțel, țagle de degazare;
2. Material matriță inel: X46Cr13 / 4Cr13 (oțel inoxidabil), 42Crmo / 20CrMnTi (oțel aliat) sau alte materiale personalizate;
3. Burghiu cu armă importat și burghiu cu mai multe stații, gaură de formare unică, finisaj de înaltă calitate, producție de furaj, aspect frumos și randament ridicat;
4.Selectați combinația de cuptor cu vid și cuptor de călire continuă pentru a asigura o durată lungă de viață;
5. Conform principiului și cerințelor clientului pentru a proiecta raportul de compresie și rezistența;
6. Examinare microscopică pentru a asigura calitatea produsului;
Tehnologia de prelucrare a matrițelor inelare din oțel aliat 42Crmo / 20CrMnTi:
Tăiere → Forjare → Normalizare → Degroșare → Călire → Finisare → Forare (Extindere) Gaură → Carburare → Măcinare → (excluzând stratul de oxidare) → Testare de presiune → (Pasivarea fosforului) → Acoperire Ulei antirugin → Verificați și salvați opțiunile;
Tehnologia de prelucrare a matrițelor inelare din oțel inoxidabil X46Cr13 / 4Cr13:
Tăiere → Forjare → Degroșare → Normalizare → Finisare → Călire și revenire → › Finisare → Gaură de foraj → Nitrurare → Lustruire → Test de presiune → Rezistență la acoperire → Ulei ruginit → Verificați și salvați opțiunile;
| S/N | Model | Dimensiune OD*ID*lățimea totală*lățimea tamponului -mm | Dimensiunea gaurii mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Carcasă de rolă în trepte
Carcasa rolei este una dintre principalele părți de lucru ale morii de peleți. Folosit pentru a procesa diverse pelete de biocombustibil, hrana animalelor și alte pelete. Folosind oțel aliat cu rezistență ridicată la uzură (40Cr, 20Crmnti, Gcr15), tratament termic de cementare, duritate uniformă. Durata de viață este lungă și există diferite tipuri de structuri, cum ar fi în formă de dinte, în formă de dinte blocat și în formă de gaură. Partea rolei de presare este realizată din arbore excentric intern și alte părți cu dimensiuni precise, ceea ce este convenabil pentru a regla distanța dintre rola de presare și matrița inelului în funcție de cerințele de producție ale utilizatorului și este ușor de pliat și instalat și este este ușor de înlocuit carcasa rolei de presare.
Precauții:
1. Selectați corect raportul de compresie corespunzător al orificiului matriței;
2. Reglați corect distanța de lucru dintre matrița inelului și rola de presiune să fie între 0,1 și 0,3 mm (rola de presiune este antrenată de matrița inelului după ce noul granulator este pornit într-o stare „ca rotativă, dar nu rotativă”). ;
3. Noua matriță inelară trebuie utilizată cu o nouă rolă de presiune, iar rola de presiune și matrița inelară trebuie să fie slăbite înainte și apoi strânse. Când apar colțuri ascuțite pe ambele părți ale cilindrului de presiune, flanșa cilindrului de presiune trebuie netezită la timp cu o polizor de mână pentru a facilita o potrivire bună între cilindrul de presiune și matrița inelului;
4. Materia primă trebuie să fie supusă curățării preliminare și separării magnetice înainte de peletizor pentru a reduce presarea fierului în orificiul matriței. Și să verificați regulat orificiul matriței pentru a vedea dacă există vreun blocaj. Perforați sau găuriți orificiul blocat la timp;
5. Deformarea plastică a găurii conului de ghidare a matriței inelare trebuie reparată. Când reparați, trebuie remarcat faptul că partea cea mai inferioară a suprafeței interioare de lucru a matriței inelare ar trebui să fie cu 2 mm mai mare decât partea inferioară a canelurii de supracurgere și încă mai există spațiu pentru reglarea arborelui excentric al rolei de presiune după reparație. În caz contrar, matrița inelului ar trebui să fie casată;
6. Carcasa rolei de presiune este realizată din material aliaj rezistent la uzură prin prelucrarea aurului și tratament termic. Forma suprafeței dinților a carcasei rolei de presiune are o anumită influență asupra performanței granulării.
Profilul dintelui cu rolă utilizat în mod obișnuit: profil de dinte prin tip, profil dinte nu prin tip, tip de gaură.
1. Rolele de trecere și canelura dentară sunt utilizate în principal pentru peletizarea materialelor pentru animale și păsări de curte. Avantajul rolelor de trecere este că matrița inelului se uzează uniform, dar performanța bobinei este slabă.
2. Rola de presiune cu forma canelurii dinților are o performanță bună a materialului bobinei și este folosită în mod obișnuit în fabricile de furaje, dar uzura matriței inelare nu este uniformă. Rola de presiune în formă de canelură dentară cu margine de etanșare este potrivită în principal pentru peletizarea materialelor acvatice. Glisați pe ambele părți.
CARCASA ELICOICALĂ
Carcasa rolei este una dintre principalele părți de lucru ale morii de peleți. Folosit pentru a procesa diverse pelete de biocombustibil, hrana animalelor și alte pelete. Folosind oțel aliat cu rezistență ridicată la uzură (40Cr, 20Crmnti, Gcr15), tratament termic de cementare, duritate uniformă. Durata de viață este lungă și există diferite tipuri de structuri, cum ar fi în formă de dinte, în formă de dinte blocat și în formă de gaură. Partea rolei de presare este realizată din arbore excentric intern și alte părți cu dimensiuni precise, ceea ce este convenabil pentru a regla distanța dintre rola de presare și matrița inelului în funcție de cerințele de producție ale utilizatorului și este ușor de pliat și instalat și este este ușor de înlocuit carcasa rolei de presare.
Precauții:
1. Selectați corect raportul de compresie corespunzător al orificiului matriței;
2. Reglați corect distanța de lucru dintre matrița inelului și rola de presiune să fie între 0,1 și 0,3 mm (rola de presiune este antrenată de matrița inelului după ce noul granulator este pornit într-o stare „ca rotativă, dar nu rotativă”). ;
3. Noua matriță inelară trebuie utilizată cu o nouă rolă de presiune, iar rola de presiune și matrița inelară trebuie să fie slăbite înainte și apoi strânse. Când apar colțuri ascuțite pe ambele părți ale cilindrului de presiune, flanșa cilindrului de presiune trebuie netezită la timp cu o polizor de mână pentru a facilita o potrivire bună între cilindrul de presiune și matrița inelului;
4. Materia primă trebuie să fie supusă curățării preliminare și separării magnetice înainte de peletizor pentru a reduce presarea fierului în orificiul matriței. Și să verificați regulat orificiul matriței pentru a vedea dacă există vreun blocaj. Perforați sau găuriți orificiul blocat la timp;
5. Deformarea plastică a găurii conului de ghidare a matriței inelare trebuie reparată. Când reparați, trebuie remarcat faptul că partea cea mai inferioară a suprafeței interioare de lucru a matriței inelare ar trebui să fie cu 2 mm mai mare decât partea inferioară a canelurii de supracurgere și încă mai există spațiu pentru reglarea arborelui excentric al rolei de presiune după reparație. În caz contrar, matrița inelului ar trebui să fie casată;
6. Carcasa rolei de presiune este realizată din material aliaj rezistent la uzură prin prelucrarea aurului și tratament termic. Forma suprafeței dinților a carcasei rolei de presiune are o anumită influență asupra performanței granulării.
Profilul dintelui cu rolă utilizat în mod obișnuit: profil de dinte prin tip, profil dinte nu prin tip, tip de gaură.
1. Rolele de trecere și canelura dentară sunt utilizate în principal pentru peletizarea materialelor pentru animale și păsări de curte. Avantajul rolelor de trecere este că matrița inelului se uzează uniform, dar performanța bobinei este slabă.
2. Rola de presiune cu forma canelurii dinților are o performanță bună a materialului bobinei și este folosită în mod obișnuit în fabricile de furaje, dar uzura matriței inelare nu este uniformă. Rola de presiune în formă de canelură dentară cu margine de etanșare este potrivită în principal pentru peletizarea materialelor acvatice. Glisați pe ambele părți.