Fabricante de matriz de anel série PTN para peças sobressalentes de peletizadora
- SHH.ZHENGYI
● Matriz de anel da série PTN
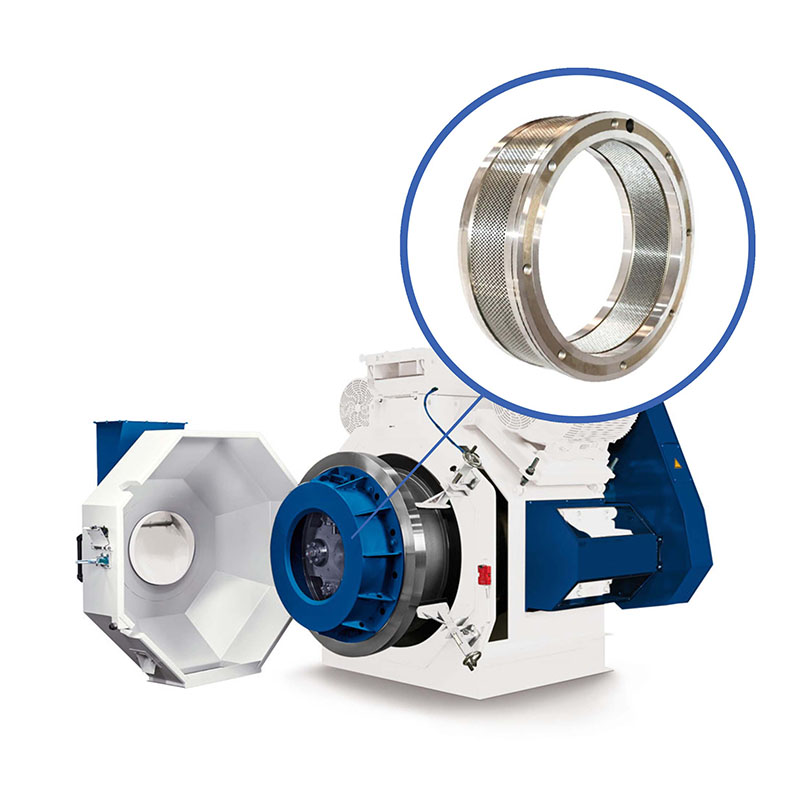

A matriz de anel da série de peletizadora PTN é feita de liga de aço de alta qualidade ou aço inoxidável com alto cromo (padrão alemão X46cr13). É processado por forjamento, corte, perfuração, tratamento térmico e outros processos. Através de um rigoroso gerenciamento de produção e sistema de qualidade, a dureza, a uniformidade do furo da matriz e o acabamento do furo da matriz do anel de produção atingiram uma qualidade muito alta.
Parâmetro
| S/N | Modelo | TamanhoOD*ID*largura total*largura da almofada -mm | Tamanho do furomm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Análise de Situação Anormal e Melhorias Recomendadas
Análise do motivo da quebra (normalmente ocorrida em
fundição contínua de pequenas empresas)
1. Morrer quebrado pela superfície correspondente da roda motriz
2. Matriz quebrada por desgaste e deformação do anel de revestimento da matriz.
3. Morrer quebrado por aviso de chave de condução.
4. Recuo impresso na superfície da matriz para o efeito de enfraquecimento do dispositivo de remoção de ferro e, em seguida, causar rachaduras na matriz.
5. Pequena abertura entre a matriz e o rolo de compressão.
6. Matriz quebrada por pequena taxa de compressão, matrizes de alimentação para peixes de pequeno diâmetro sem ventilação de alívio de pressão.
| Não. | Aparência | Razões | Soluções |
| 1 | Curvas de partículas, com rachaduras |
| |
| 2 | Com fissura transversal |
| |
| 3 | Rachaduras verticais |
| |
| 4 | Rachaduras radiativas | Existem partículas grandes (meio grão ou grãos inteiros sobrando) | Controle a finura das matérias-primas, aumente a uniformidade da moagem. |
| 5 | Desigualdade de superfície |
| |
| 6. | Bigode como pelota | Muito vapor e muita pressão, o pellet racha quando sai da matriz. | 1. Reduza a pressão do vapor, use vapor de baixa pressão (15 – 20 psi) para condicionamento. 2. Verifique a posição da válvula redutora. |