



Carcaça de rolo helicoidal e carcaça de rolo espinha de peixe
- SHH.ZHENGYI
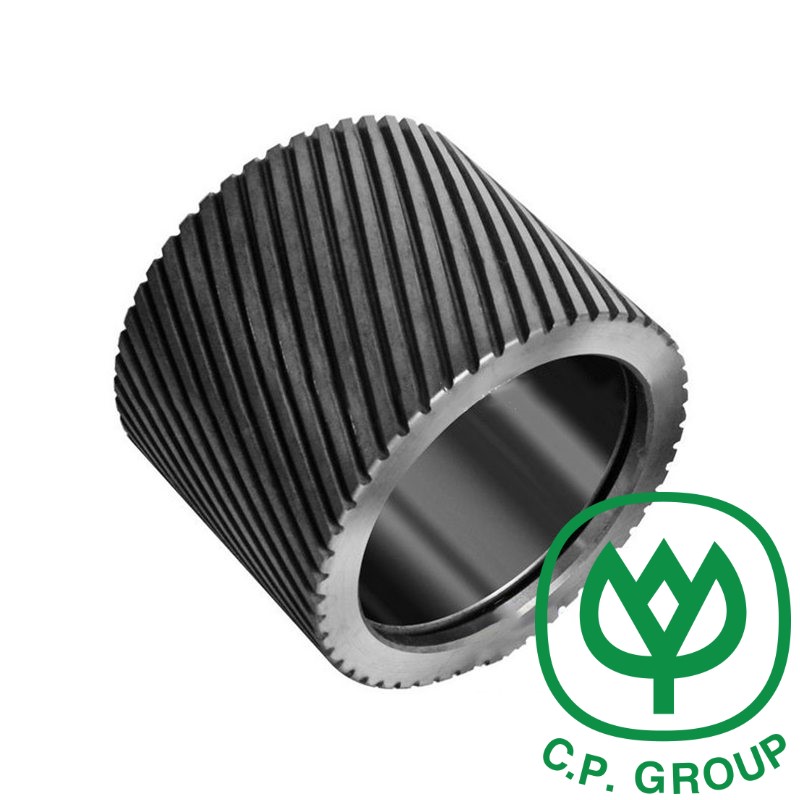
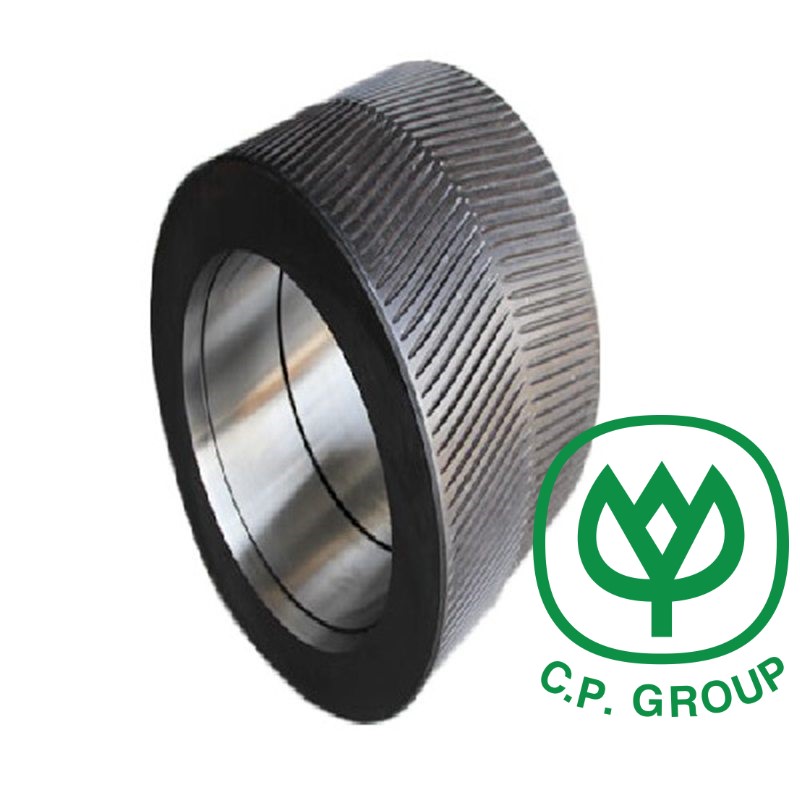
Outros tipos, como o rolo helicoidal e o rolo em espinha de peixe, podem ser personalizados mediante desenhos.
A carcaça do rolo é uma das principais peças de trabalho de uma peletizadora. Utilizada para processar diversos tipos de pellets de biocombustíveis, ração animal e outros produtos. Fabricada em aço liga de alta resistência ao desgaste (20MnCr5), com tratamento térmico de cementação, apresenta dureza uniforme. Sua vida útil é longa e existem diferentes tipos de estruturas, como em formato de dente, passante, com blocos e perfurada. A parte do rolo de pressão é composta por um eixo excêntrico interno e outras peças com dimensões precisas, o que facilita o ajuste da distância entre o rolo de pressão e a matriz anular de acordo com as necessidades de produção do usuário. Além disso, é fácil de dobrar e instalar, e a substituição da carcaça do rolo de pressão também é simples.
Precauções:
1. Selecione corretamente a taxa de compressão adequada do furo da matriz;
2. Ajuste corretamente a folga de trabalho entre a matriz anular e o rolo de pressão para que fique entre 0,1 e 0,3 mm (o rolo de pressão é acionado pela matriz anular depois que o novo granulador é ligado em um estado "como girando, mas sem girar");
3. A nova matriz anular deve ser usada com um novo rolo de pressão, e o rolo de pressão e a matriz anular devem estar soltos antes de serem apertados. Quando aparecerem cantos vivos em ambos os lados do rolo de pressão, a flange do rolo de pressão deve ser lixada com uma esmerilhadeira manual para facilitar um bom encaixe entre o rolo de pressão e a matriz anular;
4. A matéria-prima deve passar por limpeza preliminar e separação magnética antes da granulação para reduzir a compressão de ferro no orifício da matriz. Além disso, é necessário verificar regularmente o orifício da matriz para detectar qualquer obstrução. Caso haja obstrução, remova-a com um punção ou furadeira.
5. A deformação plástica do orifício do cone guia da matriz anular deve ser reparada. Ao reparar, deve-se observar que a parte mais baixa da superfície interna de trabalho da matriz anular deve estar 2 mm acima do fundo da ranhura de sobrecurso, e que ainda haja espaço para ajustar o eixo excêntrico do rolo de pressão após o reparo. Caso contrário, a matriz anular deve ser descartada.
6. A carcaça do rolo de pressão é feita de liga resistente ao desgaste, processada com ouro e tratada termicamente. O formato da superfície dos dentes da carcaça do rolo de pressão influencia o desempenho da granulação.