


Carcaça de rolo corrugado – extremidade aberta
- SHH.ZHENGYI
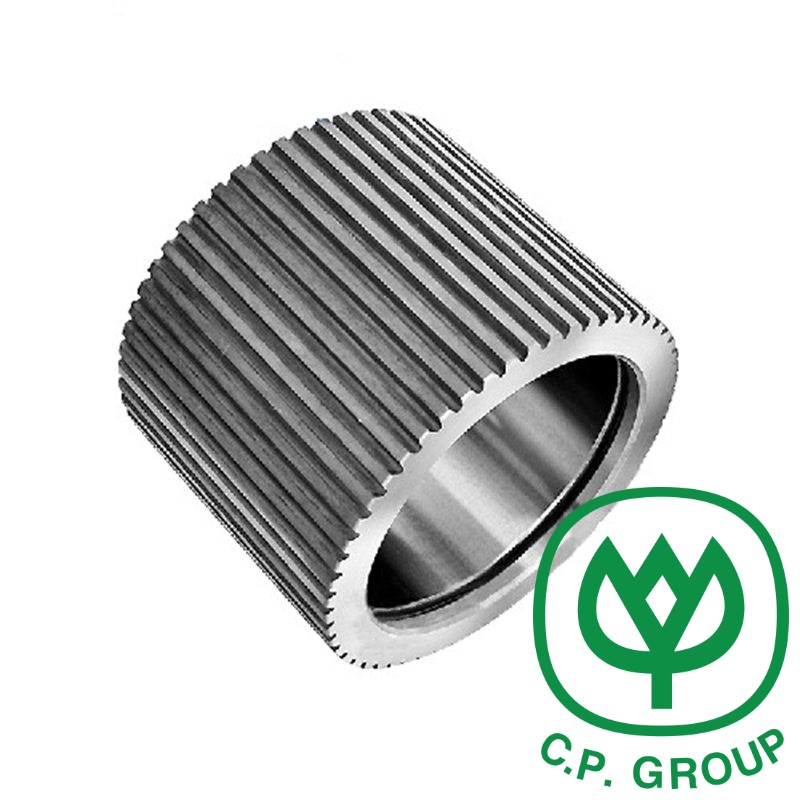
O termo "tipo de extremidade aberta" significa que existem várias ranhuras retas com intervalos iguais na direção circunferencial da superfície externa da carcaça. As ranhuras retas estão localizadas no centro axial da superfície externa da carcaça do rolo de pressão, e seu comprimento é igual à largura da carcaça do rolo de pressão.
Vantagens:Pode desempenhar a função de nivelar materiais na direção da calha. Quando a pressão é extremamente alta, pode aliviar parcialmente a pressão e reduzir o desgaste entre o rolo e a matriz anular. O material da bobina apresenta bom desempenho e a operação é relativamente estável.
Desvantagens:O vazamento de material ocorre facilmente em ambas as extremidades, causando perdas; o desgaste da matriz anular será irregular.
A carcaça do rolo é uma das principais peças de trabalho de uma peletizadora. Utilizada para processar diversos tipos de pellets de biocombustíveis, ração animal e outros produtos. Fabricada em aço liga de alta resistência ao desgaste (20MnCr5), com tratamento térmico de cementação, apresenta dureza uniforme. Sua vida útil é longa e existem diferentes tipos de estruturas, como em formato de dente, passante, com blocos e perfurada. A parte do rolo de pressão é composta por um eixo excêntrico interno e outras peças com dimensões precisas, o que facilita o ajuste da distância entre o rolo de pressão e a matriz anular de acordo com as necessidades de produção do usuário. Além disso, é fácil de dobrar e instalar, e a substituição da carcaça do rolo de pressão também é simples.
Precauções:
1. Selecione corretamente a taxa de compressão adequada do furo da matriz;
2. Ajuste corretamente a folga de trabalho entre a matriz anular e o rolo de pressão para que fique entre 0,1 e 0,3 mm (o rolo de pressão é acionado pela matriz anular depois que o novo granulador é ligado em um estado "como girando, mas sem girar");
3. A nova matriz anular deve ser usada com um novo rolo de pressão, e o rolo de pressão e a matriz anular devem estar soltos antes de serem apertados. Quando aparecerem cantos vivos em ambos os lados do rolo de pressão, a flange do rolo de pressão deve ser lixada com uma esmerilhadeira manual para facilitar um bom encaixe entre o rolo de pressão e a matriz anular;
4. A matéria-prima deve passar por limpeza preliminar e separação magnética antes da granulação para reduzir a compressão de ferro no orifício da matriz. Além disso, é necessário verificar regularmente o orifício da matriz para detectar qualquer obstrução. Caso haja obstrução, remova-a com um punção ou furadeira.
5. A deformação plástica do orifício do cone guia da matriz anular deve ser reparada. Ao reparar, deve-se observar que a parte mais baixa da superfície interna de trabalho da matriz anular deve estar 2 mm acima do fundo da ranhura de sobrecurso, e que ainda haja espaço para ajustar o eixo excêntrico do rolo de pressão após o reparo. Caso contrário, a matriz anular deve ser descartada.
6. A carcaça do rolo de pressão é feita de liga resistente ao desgaste, processada com ouro e tratada termicamente. O formato da superfície dos dentes da carcaça do rolo de pressão influencia o desempenho da granulação.