د پیلټ مل سپیر پارټونو لپاره د PTN لړۍ رینګ ډای جوړونکی
- SHH.ZHENGYI
● د PTN لړۍ حلقه مړه
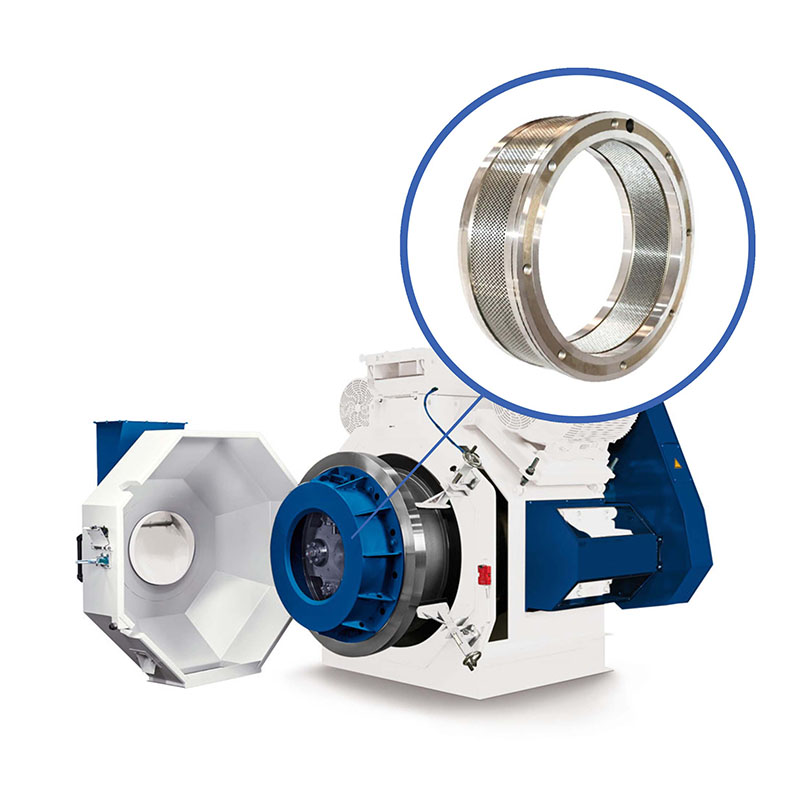

د PTN پیلټ مل لړۍ حلقه ډای د لوړ کیفیت مصري فولادو یا لوړ کرومیم سټینلیس فولادو څخه جوړه شوې ده (د آلمان معیاري X46cr13). دا د جعل کولو ، پرې کولو ، برمه کولو ، تودوخې درملنې او نورو پروسو لخوا پروسس کیږي. د سخت تولید مدیریت او کیفیت سیسټم له لارې، د تولید حلقې مړی سختۍ، د سوري یونیفورم او د سوري پای پای خورا لوړ کیفیت ته رسیدلی.
پیرامیټر
| S/N | ماډل | اندازهOD*ID* ټول پلنوالی* د پیډ پلنوالی -mm | د سوراخ اندازهmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
د غیر معمولي وضعیت تحلیل او وړاندیز شوي پرمختګونه
د مات شوي دلیل تحلیل (معمولا واقع کیږي
د کوچنیو تصدیو دوامداره کاسټینګ)
1. د ډرایو د څرخ د برابرولو سطحه مات شوی
2. د مرۍ د رګونو د اغوستلو او خرابیدو له امله مات شوی.
3. د موټر چلولو کیلي د جنګ له امله مات شوی.
4. د اوسپنې د کمولو وسیلې د ضعیف تاثیر لپاره د مرۍ په سطحه د انډینټیشن تاثیرات ، او بیا د مړ کیدو لامل کیږي.
5. د مرۍ او کمپریشن رولر تر منځ کوچنی خلاصول.
6. د کوچني کمپریشن تناسب له مخې مات شوي، د کوچني قطر ماهي تغذیه پرته له فشار څخه راحته کیږي.
| نه. | بڼه | لاملونه | حلونه |
| 1 | ذره خړوبیږي، درزونه سره |
| |
| 2 | د انتقالي کریک سره |
| |
| 3 | عمودی درزونه |
| |
| 4 | رادیاتي درزونه | لوی ذرات شتون لري (نیم اون یا ټول جوار پاتې دي) | د خامو موادو ښه والی کنټرول کړئ، د پیسولو انډول زیات کړئ. |
| 5 | د سطحې نابرابري |
| |
| 6. | د ګولۍ په څیر څپې | ډیر بخار او ډیر لوی فشار، د مرۍ پریښودو په وخت کې د ګولی درزونه. | 1. د بخار فشار کم کړئ، د کنډیشن لپاره د ټیټ فشار بخار (15 – 20psi) څخه کار واخلئ. 2. د کمولو والو موقعیت وګورئ. |