


Matryca pierścieniowa młyna pelletowego serii SZLH
- SHH.ZHENGYI
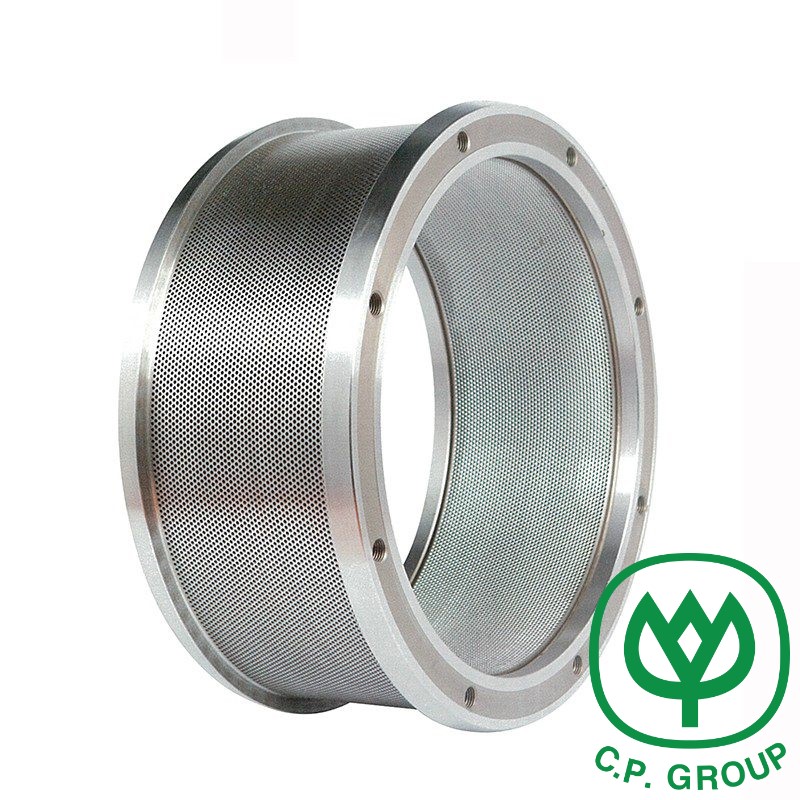
1. Wybierz wysokiej jakości surowce, wtórną produkcję stali, kęsy odgazowujące;
2. Materiał matrycy pierścieniowej: X46Cr13 / 4Cr13 (stal nierdzewna), 42Crmo / 20CrMnTi (stal stopowa) lub inne niestandardowe materiały;
3.Importowana wiertarka pistoletowa i wiertarka wielostanowiskowa, jednorazowy otwór matrycy formującej, wysokiej jakości wykończenie, produkcja paszy, piękny wygląd i wysoka wydajność;
4.Wybierz kombinację pieca próżniowego i pieca do ciągłego hartowania, aby zapewnić długą żywotność;
5. Zgodnie z zasadą i wymaganiami klienta, należy zaprojektować stopień sprężania i wytrzymałość;
6. Badanie mikroskopowe w celu zapewnienia jakości produktu;
Technologia obróbki matryc pierścieniowych ze stali stopowej 42Crmo / 20CrMnTi:
Cięcie → Kucie → Normalizowanie → Zgrubne → Odpuszczanie → Wykańczanie → Wiercenie (rozszerzanie) Otwór → Nawęglanie → Szlifowanie → (Z wyłączeniem warstwy utleniającej) → Próba ciśnieniowa → (Pasywacja fosforem) → Powłoka olej antykorozyjny → Sprawdź i zapisz opcje;
Technologia obróbki matryc pierścieniowych ze stali nierdzewnej X46Cr13 / 4Cr13:
Cięcie → Kucie → Zgrubna → Normalizacja → Wykończenie → Hartowanie i odpuszczanie → › Wykańczanie → Wiercenie → Azotowanie → Polerowanie → Próba ciśnieniowa → Odporność powłoki → Zardzewiały olej → Sprawdź i zapisz opcje;
| S/N | Model | Rozmiar OD*ID*szerokość całkowita*szerokość podkładki -mm | Rozmiar otworu mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Stopniowana skorupa rolki
Płaszcz walca jest jedną z głównych części roboczych młyna pelletowego. Służy do przetwarzania różnych peletów biopaliwowych, pasz dla zwierząt i innych peletek. Zastosowanie stali stopowej o wysokiej odporności na zużycie (40Cr, 20Crmnti, Gcr15), obróbka cieplna nawęglania, jednolita twardość. Żywotność jest długa i istnieją różne rodzaje struktur, takie jak kształt zęba w kształcie zęba, blok w kształcie zęba i kształt otworu. Część rolki dociskowej wykonana jest z wewnętrznego wału mimośrodowego i innych części o dokładnych wymiarach, co pozwala wygodnie regulować odległość między rolką dociskową a matrycą pierścieniową zgodnie z wymaganiami produkcyjnymi użytkownika, jest łatwa do złożenia i montażu oraz można łatwo wymienić osłonę rolki dociskowej.
Środki ostrożności:
1. Prawidłowo wybrać odpowiedni stopień sprężania otworu matrycy;
2. Prawidłowo wyregulować szczelinę roboczą pomiędzy matrycą pierścieniową a rolką dociskową na wartość od 0,1 do 0,3mm (rolka dociskowa napędzana jest przez matrycę pierścieniową po włączeniu nowego granulatora w stanie „jakby się obracał, ale nie obracał”). ;
3. Nową matrycę pierścieniową należy zastosować z nową rolką dociskową, a rolka dociskowa i matryca pierścieniowa muszą być przedtem poluzowane, a następnie dokręcone. W przypadku pojawienia się ostrych narożników po obu stronach rolki dociskowej należy w porę wygładzić kołnierz rolki dociskowej szlifierką ręczną, aby zapewnić dobre dopasowanie rolki dociskowej do matrycy pierścieniowej;
4. Surowiec musi zostać poddany wstępnemu oczyszczeniu i separacji magnetycznej przed granulatorem, aby zmniejszyć wciskanie żelaza do otworu matrycy. Regularnie sprawdzaj otwór matrycy, aby sprawdzić, czy nie ma żadnej blokady. Wybij lub wywierć zablokowany otwór formy na czas;
5. Naprawić odkształcenie plastyczne otworu stożka prowadzącego matrycy pierścieniowej. Podczas naprawy należy zwrócić uwagę, aby najniższa część roboczej powierzchni wewnętrznej matrycy pierścieniowej znajdowała się 2 mm wyżej niż dno rowka przesuwu, a po naprawie pozostało jeszcze miejsce na regulację wału mimośrodowego rolki dociskowej. matrycę pierścieniową należy zezłomować;
6. Obudowa rolki dociskowej wykonana jest z odpornego na zużycie materiału stopowego metodą obróbki złota i obróbki cieplnej. Kształt powierzchni zębów osłony rolki dociskowej ma pewien wpływ na wydajność granulacji.
Powszechnie stosowany profil zęba osłony rolki: profil zęba typu przelotowego, profil zęba nie typu przelotowego, typ otworu.
1. Rolki przelotowe i zębate są używane głównie do granulowania materiałów zwierzęcych i drobiowych. Zaletą rolek przelotowych jest to, że matryca pierścieniowa zużywa się równomiernie, ale wydajność cewki jest słaba.
2. Rolka dociskowa w kształcie rowka zęba ma dobrą wydajność materiału cewki i jest powszechnie stosowana w fabrykach pasz, ale zużycie matrycy pierścieniowej nie jest równomierne. Rolka dociskowa w kształcie rowka zębatego z krawędzią uszczelniającą nadaje się głównie do granulowania materiałów wodnych. Przesuń po obu stronach.
SPIRALNA KORPUS WAŁKA
Płaszcz walca jest jedną z głównych części roboczych młyna pelletowego. Służy do przetwarzania różnych peletów biopaliwowych, pasz dla zwierząt i innych peletek. Zastosowanie stali stopowej o wysokiej odporności na zużycie (40Cr, 20Crmnti, Gcr15), obróbka cieplna nawęglania, jednolita twardość. Żywotność jest długa i istnieją różne rodzaje struktur, takie jak kształt zęba w kształcie zęba, blok w kształcie zęba i kształt otworu. Część rolki dociskowej wykonana jest z wewnętrznego wału mimośrodowego i innych części o dokładnych wymiarach, co pozwala wygodnie regulować odległość między rolką dociskową a matrycą pierścieniową zgodnie z wymaganiami produkcyjnymi użytkownika, jest łatwa do złożenia i montażu oraz można łatwo wymienić osłonę rolki dociskowej.
Środki ostrożności:
1. Prawidłowo wybrać odpowiedni stopień sprężania otworu matrycy;
2. Prawidłowo wyregulować szczelinę roboczą pomiędzy matrycą pierścieniową a rolką dociskową na wartość od 0,1 do 0,3mm (rolka dociskowa napędzana jest przez matrycę pierścieniową po włączeniu nowego granulatora w stanie „jakby się obracał, ale nie obracał”). ;
3. Nową matrycę pierścieniową należy zastosować z nową rolką dociskową, a rolka dociskowa i matryca pierścieniowa muszą być przedtem poluzowane, a następnie dokręcone. W przypadku pojawienia się ostrych narożników po obu stronach rolki dociskowej należy w porę wygładzić kołnierz rolki dociskowej szlifierką ręczną, aby zapewnić dobre dopasowanie rolki dociskowej do matrycy pierścieniowej;
4. Surowiec musi zostać poddany wstępnemu oczyszczeniu i separacji magnetycznej przed granulatorem, aby zmniejszyć wciskanie żelaza do otworu matrycy. Regularnie sprawdzaj otwór matrycy, aby sprawdzić, czy nie ma żadnej blokady. Wybij lub wywierć zablokowany otwór formy na czas;
5. Naprawić odkształcenie plastyczne otworu stożka prowadzącego matrycy pierścieniowej. Podczas naprawy należy zwrócić uwagę, aby najniższa część roboczej powierzchni wewnętrznej matrycy pierścieniowej znajdowała się 2 mm wyżej niż dno rowka przesuwu, a po naprawie pozostało jeszcze miejsce na regulację wału mimośrodowego rolki dociskowej. matrycę pierścieniową należy zezłomować;
6. Obudowa rolki dociskowej wykonana jest z odpornego na zużycie materiału stopowego metodą obróbki złota i obróbki cieplnej. Kształt powierzchni zębów osłony rolki dociskowej ma pewien wpływ na wydajność granulacji.
Powszechnie stosowany profil zęba osłony rolki: profil zęba typu przelotowego, profil zęba nie typu przelotowego, typ otworu.
1. Rolki przelotowe i zębate są używane głównie do granulowania materiałów zwierzęcych i drobiowych. Zaletą rolek przelotowych jest to, że matryca pierścieniowa zużywa się równomiernie, ale wydajność cewki jest słaba.
2. Rolka dociskowa w kształcie rowka zęba ma dobrą wydajność materiału cewki i jest powszechnie stosowana w fabrykach pasz, ale zużycie matrycy pierścieniowej nie jest równomierne. Rolka dociskowa w kształcie rowka zębatego z krawędzią uszczelniającą nadaje się głównie do granulowania materiałów wodnych. Przesuń po obu stronach.