ਪੈਲੇਟ ਮਿੱਲ ਸਪੇਅਰ ਪਾਰਟਸ ਲਈ PTN ਸੀਰੀਜ਼ ਰਿੰਗ ਡਾਈ ਦਾ ਨਿਰਮਾਤਾ
- SHH.ZHENGYI
● PTN ਸੀਰੀਜ਼ ਰਿੰਗ ਡਾਈ
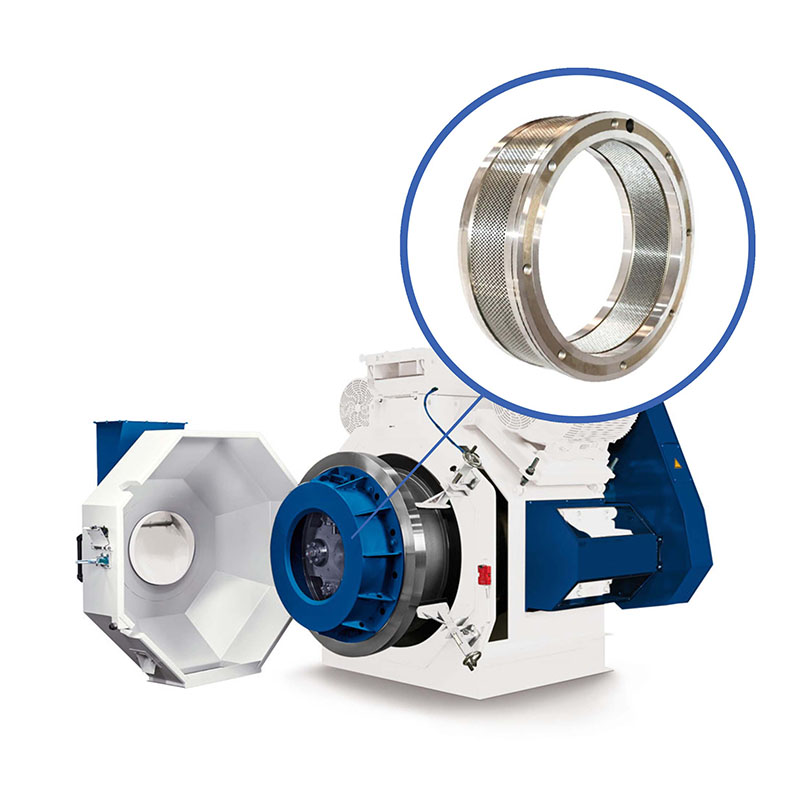

PTN ਪੈਲੇਟ ਮਿੱਲ ਸੀਰੀਜ਼ ਰਿੰਗ ਡਾਈ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਮਿਸ਼ਰਤ ਸਟੀਲ ਜਾਂ ਉੱਚ-ਕ੍ਰੋਮੀਅਮ ਸਟੇਨਲੈਸ ਸਟੀਲ (ਜਰਮਨ ਸਟੈਂਡਰਡ X46cr13) ਦੀ ਬਣੀ ਹੋਈ ਹੈ। ਇਹ ਫੋਰਜਿੰਗ, ਕੱਟਣ, ਡ੍ਰਿਲਿੰਗ, ਗਰਮੀ ਦੇ ਇਲਾਜ ਅਤੇ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੁਆਰਾ ਸੰਸਾਧਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਸਖ਼ਤ ਉਤਪਾਦਨ ਪ੍ਰਬੰਧਨ ਅਤੇ ਗੁਣਵੱਤਾ ਪ੍ਰਣਾਲੀ ਦੁਆਰਾ, ਉਤਪਾਦਨ ਰਿੰਗ ਡਾਈ ਦੀ ਕਠੋਰਤਾ, ਡਾਈ ਹੋਲ ਇਕਸਾਰਤਾ ਅਤੇ ਡਾਈ ਹੋਲ ਫਿਨਿਸ਼ ਬਹੁਤ ਉੱਚ ਗੁਣਵੱਤਾ 'ਤੇ ਪਹੁੰਚ ਗਈ ਹੈ.
ਪੈਰਾਮੀਟਰ
| S/N | ਮਾਡਲ | ਆਕਾਰOD*ID*ਸਮੁੱਚੀ ਚੌੜਾਈ*ਪੈਡ ਚੌੜਾਈ -mm | ਮੋਰੀ ਦਾ ਆਕਾਰmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
ਅਸਧਾਰਨ ਸਥਿਤੀ ਅਤੇ ਸਿਫਾਰਸ਼ ਕੀਤੇ ਸੁਧਾਰਾਂ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ
ਟੁੱਟਣ ਲਈ ਕਾਰਨ ਵਿਸ਼ਲੇਸ਼ਣ (ਆਮ ਤੌਰ 'ਤੇ ਇਸ ਵਿੱਚ ਹੁੰਦਾ ਹੈ
ਛੋਟੇ ਉਦਯੋਗਾਂ ਦੀ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ)
1. ਡਰਾਈਵ ਵ੍ਹੀਲ ਮੈਚਿੰਗ ਸਤਹ ਦੁਆਰਾ ਟੁੱਟੇ ਹੋਏ ਮਰੋ
2. ਡਾਈ ਲਾਈਨਿੰਗ ਰਿੰਗ ਨੂੰ ਪਹਿਨਣ ਅਤੇ ਵਿਗਾੜ ਕੇ ਮਰੋ।
3. ਡਰਾਈਵਿੰਗ ਚਾਬੀ ਦੀ ਵਾਰਿੰਗ ਨਾਲ ਟੁੱਟ ਕੇ ਮਰੋ।
4. ਡੀ-ਇਰਨਿੰਗ ਯੰਤਰ ਦੇ ਕਮਜ਼ੋਰ ਪ੍ਰਭਾਵ ਲਈ ਡਾਈ ਦੀ ਸਤਹ 'ਤੇ ਇੰਡੈਂਟੇਸ਼ਨ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਮਰਨ ਦਾ ਕਾਰਨ ਬਣਦਾ ਹੈ।
5. ਡਾਈ ਅਤੇ ਕੰਪਰੈਸ਼ਨ ਰੋਲਰ ਦੇ ਵਿਚਕਾਰ ਛੋਟਾ ਖੁੱਲਣਾ.
6. ਛੋਟੇ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਦੁਆਰਾ ਟੁੱਟੇ ਹੋਏ, ਛੋਟੇ ਵਿਆਸ ਵਾਲੀ ਮੱਛੀ ਫੀਡ ਬਿਨਾਂ ਦਬਾਅ-ਰਹਿਤ ਵੈਂਟ ਦੇ ਮਰ ਜਾਂਦੀ ਹੈ।
| ਨੰ. | ਦਿੱਖ | ਕਾਰਨ | ਹੱਲ |
| 1 | ਕਣ ਝੁਕਦਾ ਹੈ, ਚੀਰ ਦੇ ਨਾਲ |
| |
| 2 | ਟ੍ਰਾਂਸਵਰਸਲ ਦਰਾੜ ਦੇ ਨਾਲ |
| |
| 3 | ਲੰਬਕਾਰੀ ਚੀਰ |
| |
| 4 | ਰੇਡੀਏਟਿਵ ਚੀਰ | ਵੱਡੇ ਕਣ ਮੌਜੂਦ ਹਨ (ਅੱਧੀ ਔਰਨ ਜਾਂ ਪੂਰੀ ਮੱਕੀ ਬਚੀ ਹੈ) | ਕੱਚੇ ਮਾਲ ਦੀ ਬਾਰੀਕਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੋ, ਪੀਸਣ ਦੀ ਸਮਾਨਤਾ ਵਧਾਓ। |
| 5 | ਸਤਹ ਅਸਮਾਨਤਾ |
| |
| 6. | ਗੋਲ਼ੀ ਵਰਗੀ ਮੁੱਠ | ਬਹੁਤ ਜ਼ਿਆਦਾ ਭਾਫ਼ ਅਤੇ ਬਹੁਤ ਜ਼ਿਆਦਾ ਦਬਾਅ, ਜਦੋਂ ਡਾਈ ਨੂੰ ਛੱਡ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਗੋਲੀ ਚੀਰ ਜਾਂਦੀ ਹੈ। | 1. ਭਾਫ਼ ਦੇ ਦਬਾਅ ਨੂੰ ਘਟਾਓ, ਕੰਡੀਸ਼ਨਿੰਗ ਲਈ ਘੱਟ ਦਬਾਅ ਵਾਲੀ ਭਾਫ਼ (15 – 20psi) ਦੀ ਵਰਤੋਂ ਕਰੋ। 2. ਘਟਾਉਣ ਵਾਲੇ ਵਾਲਵ ਦੀ ਸਥਿਤੀ ਦੀ ਜਾਂਚ ਕਰੋ। |