

ਪੈਲੇਟ ਮਿੱਲ ਵਿੱਚ ਡਾਈ ਮੁੱਖ ਭਾਗ ਹੈ। ਅਤੇ ਇਸ ਦੀ ਕੁੰਜੀ ਹੈਫੀਡ ਗੋਲੀਆਂ ਬਣਾਉਣਾ. ਅਧੂਰੇ ਅੰਕੜਿਆਂ ਦੇ ਅਨੁਸਾਰ, ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਨੁਕਸਾਨ ਦੀ ਲਾਗਤ ਸਾਰੀ ਉਤਪਾਦਨ ਵਰਕਸ਼ਾਪ ਦੇ ਰੱਖ-ਰਖਾਅ ਦੀ ਲਾਗਤ ਦੇ 25% ਤੋਂ ਵੱਧ ਹੈ। ਫੀਸਾਂ ਵਿੱਚ ਹਰ ਪ੍ਰਤੀਸ਼ਤ ਪੁਆਇੰਟ ਵਾਧੇ ਲਈ, ਤੁਹਾਡੀ ਮਾਰਕੀਟ ਪ੍ਰਤੀਯੋਗਤਾ 0.25% ਘਟਦੀ ਹੈ। ਇਸ ਲਈ ਪੈਲੇਟ ਮਿੱਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹਨ.
ਸ਼ੰਘਾਈ ਝੇਂਗੀ (CPSHZY) ਇੱਕ ਪੇਸ਼ੇਵਰ ਹੈਫੀਡ ਗੋਲੀ ਮਿੱਲਚੀਨ ਵਿੱਚ ਸਪਲਾਇਰ. ਅਸੀਂ ਰਿੰਗ ਡਾਈ ਪੈਲੇਟ ਮਿੱਲ, ਫਲੈਟ ਡਾਈ ਪੈਲੇਟ ਮਿੱਲ ਅਤੇ ਦੀ ਸਪਲਾਈ ਕਰਦੇ ਹਾਂਗੋਲੀ ਮਿੱਲ ਦੇ ਹਿੱਸੇ, ਜਿਵੇਂ ਕਿ ਫਲੈਟ ਡਾਈ, ਰਿੰਗ ਡਾਈ, ਪੈਲੇਟ ਮਿੱਲ ਰੋਲਰ, ਅਤੇ ਪੈਲੇਟ ਮਸ਼ੀਨ ਲਈ ਹੋਰ ਹਿੱਸੇ।
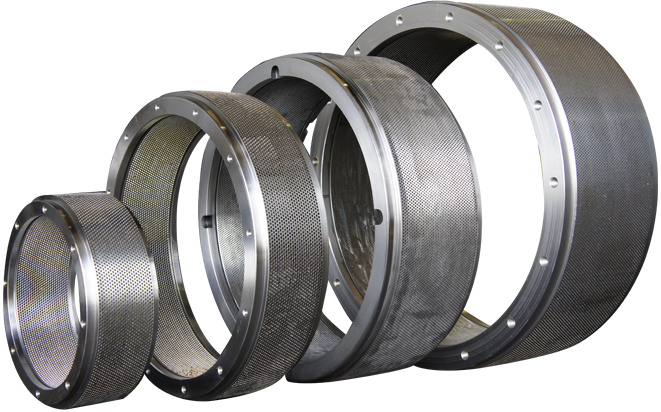
1.ਪੈਲਟ ਮਿੱਲ ਡਾਈ ਸਮੱਗਰੀ
ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਆਮ ਤੌਰ 'ਤੇ ਫੋਰਜਿੰਗ, ਮਸ਼ੀਨਿੰਗ, ਡ੍ਰਿਲਿੰਗ ਹੋਲ, ਅਤੇ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਰਾਹੀਂ ਕਾਰਬਨ ਸਟੀਲ, ਅਲਾਏ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਜਾਂ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀ ਬਣੀ ਹੁੰਦੀ ਹੈ। ਉਪਭੋਗਤਾ ਕਣ ਕੱਚੇ ਮਾਲ ਦੇ ਖੋਰ ਦੇ ਅਨੁਸਾਰ ਚੁਣ ਸਕਦਾ ਹੈ. ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਦੀ ਸਮੱਗਰੀ ਮਿਸ਼ਰਤ ਬਣਤਰ ਸਟੀਲ ਜਾਂ ਸਟੇਨਲੈਸ ਸਟੀਲ ਰਿੰਗ ਮੋਲਡ ਤੋਂ ਬਣੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ.
ਕਾਰਬਨ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ, ਜਿਵੇਂ ਕਿ 45 ਸਟੀਲ, ਇਸਦੀ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਕਠੋਰਤਾ ਆਮ ਤੌਰ 'ਤੇ 45-50 HRC ਹੁੰਦੀ ਹੈ, ਇਹ ਇੱਕ ਘੱਟ-ਗਰੇਡ ਰਿੰਗ ਡਾਈ ਸਮੱਗਰੀ ਹੈ, ਇਸਦਾ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਮਾੜਾ ਹੈ, ਹੁਣ ਅਸਲ ਵਿੱਚ ਖਤਮ ਹੋ ਗਿਆ ਹੈ।
ਅਲਾਏ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ, ਜਿਵੇਂ ਕਿ 40Cr, 35CrMo, ਆਦਿ, 50HRC ਤੋਂ ਵੱਧ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਚੰਗੀ ਏਕੀਕ੍ਰਿਤ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਨਾਲ। ਇਸ ਸਮੱਗਰੀ ਦੇ ਬਣੇ ਡਾਈ ਵਿੱਚ ਉੱਚ ਤਾਕਤ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਹੈ, ਪਰ ਨੁਕਸਾਨ ਇਹ ਹੈ ਕਿ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਚੰਗਾ ਨਹੀਂ ਹੈ, ਖਾਸ ਤੌਰ 'ਤੇ ਮੱਛੀਆਂ ਦੇ ਭੋਜਨ ਲਈ।
ਰਿੰਗ ਡਾਈਜ਼, ਜੋ ਕਿ ਮੈਟੀਰੀਅਲ, ਮੈਰੀਗੋਲਡ ਪੈਲਟਸ, ਲੱਕੜ ਦੇ ਚਿਪਸ, ਤੂੜੀ ਦੀਆਂ ਗੋਲੀਆਂ ਆਦਿ ਤੋਂ ਬਣੀਆਂ ਹੁੰਦੀਆਂ ਹਨ, ਦੀ ਕੀਮਤ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਨਾਲੋਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ। ਦੋਵੇਂ 20CrMnTi ਅਤੇ 20MnCr5 ਘੱਟ-ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ ਐਲੋਏ ਸਟੀਲ ਹਨ, ਜੋ ਕਿ ਦੋਵੇਂ ਇੱਕੋ ਜਿਹੇ ਹਨ, ਸਿਵਾਏ ਪਹਿਲਾਂ ਚੀਨੀ ਸਟੀਲ ਅਤੇ ਬਾਅਦ ਵਾਲਾ ਜਰਮਨ ਸਟੀਲ ਹੈ। ਕਿਉਂਕਿ Ti, ਇੱਕ ਰਸਾਇਣਕ ਤੱਤ, ਵਿਦੇਸ਼ਾਂ ਵਿੱਚ ਘੱਟ ਹੀ ਉਪਲਬਧ ਹੁੰਦਾ ਹੈ, ਜਰਮਨੀ ਤੋਂ 20MnCr5 ਦੀ ਬਜਾਏ ਚੀਨ ਤੋਂ 20CrMnTi ਜਾਂ 20CrMn ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਇਸਲਈ ਇਹ ਮਿਸ਼ਰਤ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਦੇ ਦਾਇਰੇ ਵਿੱਚ ਨਹੀਂ ਆਉਂਦਾ। ਹਾਲਾਂਕਿ, ਇਸ ਸਟੀਲ ਦੀ ਕਠੋਰ ਪਰਤ ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ 1.2 ਮਿਲੀਮੀਟਰ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਡੂੰਘਾਈ ਤੱਕ ਸੀਮਿਤ ਹੈ, ਜੋ ਕਿ ਇਸ ਸਟੀਲ ਦੀ ਘੱਟ ਕੀਮਤ ਦਾ ਇੱਕ ਫਾਇਦਾ ਵੀ ਹੈ।
ਸਟੇਨਲੈਸ ਸਟੀਲ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਜਰਮਨ ਸਟੇਨਲੈਸ ਸਟੀਲ X46Cr13, ਚਾਈਨਾ ਸਟੇਨਲੈਸ ਸਟੀਲ 4Cr13, ਆਦਿ ਸ਼ਾਮਲ ਹਨ। ਇਹਨਾਂ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਬਿਹਤਰ ਕਠੋਰਤਾ ਅਤੇ ਕਠੋਰਤਾ, ਕਾਰਬਰਾਈਜ਼ਡ ਸਟੀਲਾਂ ਨਾਲੋਂ ਉੱਚ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਕਠੋਰਤਾ, ਕਾਰਬਰਾਈਜ਼ਡ ਸਟੀਲਾਂ ਨਾਲੋਂ ਸਖ਼ਤ ਪਰਤਾਂ, ਅਤੇ ਵਧੀਆ ਪਹਿਨਣ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧਕਤਾ ਹੈ, ਨਤੀਜੇ ਵਜੋਂ ਲੰਮੀ ਉਮਰ ਅਤੇ ਕਾਰਬਰਾਈਜ਼ਡ ਸਟੀਲ ਨਾਲੋਂ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਉੱਚੀਆਂ ਕੀਮਤਾਂ. ਸਟੇਨਲੈਸ ਸਟੀਲ ਡਾਈ ਸਟੀਲ ਦੀ ਲੰਬੀ ਉਮਰ ਦੇ ਕਾਰਨ, ਬਦਲਣ ਦੀ ਬਾਰੰਬਾਰਤਾ ਘੱਟ ਹੈ ਅਤੇ ਇਸਲਈ ਪ੍ਰਤੀ ਟਨ ਲਾਗਤ ਘੱਟ ਹੈ।
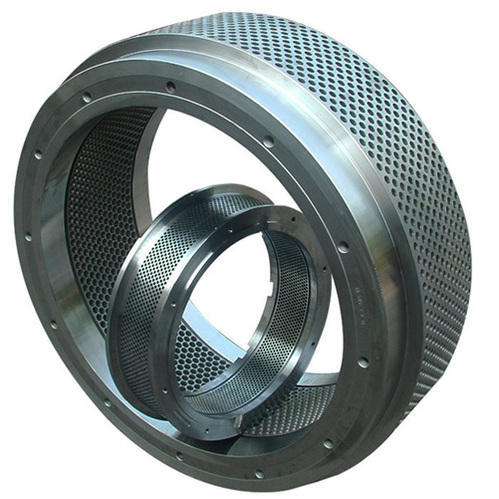
ਆਮ ਤੌਰ 'ਤੇ, ਰਿੰਗ ਡਾਈ ਪੈਲੇਟ ਮਿੱਲ ਲਈ ਡਾਈ ਸਮੱਗਰੀ ਮਿਸ਼ਰਤ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਸਮੱਗਰੀ ਹੈ.
2.ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਦਾ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ
i=d/L
T=L+M
M ਘਟੇ ਹੋਏ ਮੋਰੀ ਦੀ ਡੂੰਘਾਈ ਹੈ
ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ (i) ਡਾਈ ਹੋਲ ਵਿਆਸ (d) ਅਤੇ ਡਾਈ ਦੀ ਪ੍ਰਭਾਵੀ ਲੰਬਾਈ (L) ਦਾ ਅਨੁਪਾਤ ਹੈ।
ਕੱਚੇ ਮਾਲ ਦੀ ਪ੍ਰਕਿਰਤੀ ਦੇ ਅਨੁਸਾਰ, ਅਨੁਪਾਤ 8-15 ਹੈ, ਉਪਭੋਗਤਾ ਡਾਈ ਦੇ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਨੂੰ ਚੁਣਦਾ ਹੈ, ਅਤੇ ਖਾਸ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਥੋੜ੍ਹਾ ਘੱਟ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਚੁਣਨਾ, ਜੋ ਕਿ ਆਉਟਪੁੱਟ ਨੂੰ ਵਧਾਉਣ ਲਈ ਲਾਭਦਾਇਕ ਹੈ, ਨੂੰ ਘਟਾਉਣਾ. ਊਰਜਾ ਦੀ ਖਪਤ, ਰਿੰਗ ਮੋਲਡ ਦੇ ਪਹਿਨਣ ਨੂੰ ਘਟਾਓ, ਪਰ ਕਣਾਂ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਵੀ ਘਟਾਓ, ਜਿਵੇਂ ਕਿ ਗੋਲੀਆਂ ਕਾਫ਼ੀ ਮਜ਼ਬੂਤ ਨਹੀਂ ਹਨ, ਦਿੱਖ ਢਿੱਲੀ ਹੈ ਅਤੇ ਲੰਬਾਈ ਵੱਖਰੀ ਹੈ, ਅਤੇ ਪਾਊਡਰ ਦੀ ਦਰ ਉੱਚੀ ਹੈ.

3.ਰਿੰਗ ਡਾਈ ਦੀ ਖੁੱਲਣ ਦੀ ਦਰ
ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਦੀ ਖੁੱਲਣ ਦੀ ਦਰ ਡਾਈ ਹੋਲ ਦੇ ਕੁੱਲ ਖੇਤਰ ਅਤੇ ਡਾਈ ਦੇ ਪ੍ਰਭਾਵੀ ਕੁੱਲ ਖੇਤਰ ਦਾ ਅਨੁਪਾਤ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਡਾਈ ਦੀ ਖੁੱਲਣ ਦੀ ਦਰ ਜਿੰਨੀ ਉੱਚੀ ਹੋਵੇਗੀ, ਕਣਾਂ ਦੀ ਉਪਜ ਉਨੀ ਹੀ ਉੱਚੀ ਹੋਵੇਗੀ। ਡਾਈ ਦੀ ਤਾਕਤ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਦੇ ਆਧਾਰ ਦੇ ਤਹਿਤ, ਰਿੰਗ ਡਾਈ ਦੀ ਸ਼ੁਰੂਆਤੀ ਦਰ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਸੁਧਾਰਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਕੁਝ ਕੱਚੇ ਮਾਲ ਲਈ, ਇੱਕ ਵਾਜਬ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਦੀ ਸਥਿਤੀ ਦੇ ਤਹਿਤ, ਪੈਲਟ ਮਿੱਲ ਡਾਈ ਦੀਵਾਰ ਬਹੁਤ ਪਤਲੀ ਹੈ, ਤਾਂ ਜੋ ਮਰਨ ਦੀ ਤਾਕਤ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ, ਅਤੇ ਫਟਣ ਵਾਲੀ ਮਰਨ ਦੀ ਘਟਨਾ ਉਤਪਾਦਨ ਵਿੱਚ ਦਿਖਾਈ ਦੇਵੇਗੀ. ਇਸ ਸਮੇਂ, ਡਾਈ ਹੋਲ ਦੀ ਪ੍ਰਭਾਵੀ ਲੰਬਾਈ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਰਿੰਗ ਡਾਈ ਦੀ ਮੋਟਾਈ ਨੂੰ ਵਧਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
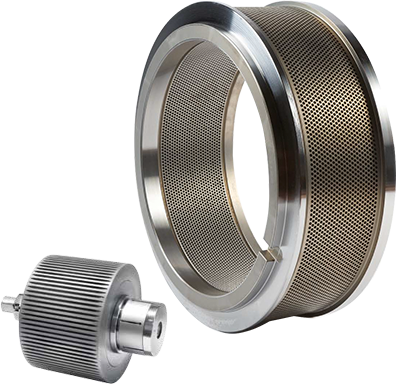
4.ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਅਤੇ ਰੋਲਰ ਵਿਚਕਾਰ ਮੇਲ ਖਾਂਦਾ ਹੈ
ਗ੍ਰੇਨੂਲੇਸ਼ਨ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਅਤੇ ਮਰਨ ਦੀ ਉਮਰ ਨੂੰ ਲੰਮਾ ਕਰਨ ਲਈ ਇਹ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਤਕਨਾਲੋਜੀ ਹੈ। ਇਸ ਵਿੱਚ 4 ਪਹਿਲੂ ਸ਼ਾਮਲ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ:
- ਨਵੇਂ ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਨਾਲ ਨਵੀਂ ਰਿੰਗ ਡਾਈ, ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਦੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਵਰਤੋਂ ਤੋਂ ਬਚੋ।
- ਸਮੱਗਰੀ ਦੀ ਪ੍ਰਕਿਰਤੀ ਦੇ ਅਨੁਸਾਰ, ਪ੍ਰੈਸ਼ਰ ਰੋਲਰ ਦੇ ਵੱਖ-ਵੱਖ ਰੂਪਾਂ ਦੀ ਚੋਣ ਦੀਆਂ ਮਸ਼ੀਨ ਕਿਸਮ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਡਾਈ ਅਤੇ ਰੋਲ ਵਿਚਕਾਰ ਸਭ ਤੋਂ ਵਧੀਆ ਐਕਸਟਰਿਊਸ਼ਨ ਕੁਸ਼ਲਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ.
- ਗੈਪ ਫਿੱਟ ਕਰਨ ਦੀ ਕੁੰਜੀ ਸਥਿਰਤਾ ਹੈ ਅਤੇ ਸਿਧਾਂਤ ਹੈ: ਸਮਰੱਥਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕੀਤੇ ਬਿਨਾਂ, ਆਰਾਮ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ।
- ਫੀਡਿੰਗ ਦੀ ਗਤੀ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੋ, ਫੀਡਿੰਗ ਸਕ੍ਰੈਪਰ ਦੀ ਲੰਮੀ ਅਤੇ ਛੋਟੀ ਸਥਿਤੀ ਨੂੰ ਫੀਡਿੰਗ ਸਥਿਤੀ, ਸਮੱਗਰੀ ਪਰਤ ਵੰਡ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਵਿਵਸਥਿਤ ਕਰੋ।
5.ਪੈਲੇਟ ਮਿੱਲ ਡਾਈ ਪ੍ਰੋਸੈਸਿੰਗ
ਰਿੰਗ ਡਾਈ ਹੋਲ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਮੰਗ ਕਰਦੇ ਹਨ, ਅਤੇ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਲਈ, ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੀ ਰਿੰਗ ਡਾਈਜ਼ ਪੈਦਾ ਕਰਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਬੰਦੂਕ ਡ੍ਰਿਲਸ ਅਤੇ ਵੈਕਿਊਮ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਉਪਕਰਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਸ਼ਾਨਦਾਰ ਉੱਚ ਤਾਪਮਾਨ ਵੈਕਿਊਮ ਬੁਝਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਸਟੀਲ ਦੀ ਕਠੋਰਤਾ, ਕਠੋਰਤਾ, ਘਬਰਾਹਟ ਪ੍ਰਤੀਰੋਧ, ਥਕਾਵਟ ਦੀ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਸੁਧਾਰ ਕਰ ਸਕਦੀ ਹੈ। ਹਾਲਾਂਕਿ, ਹਰੇਕ ਡਾਈ ਹੋਲ ਲਈ ਇੱਕ ਸੰਤੁਲਿਤ ਕਠੋਰਤਾ ਪਰਤ ਦੀ ਗਾਰੰਟੀ ਦੇਣ ਦੀ ਯੋਗਤਾ ਲਈ ਉੱਚ ਪੱਧਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਹੁਨਰ ਅਤੇ ਲੰਬੇ ਅਨੁਭਵ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
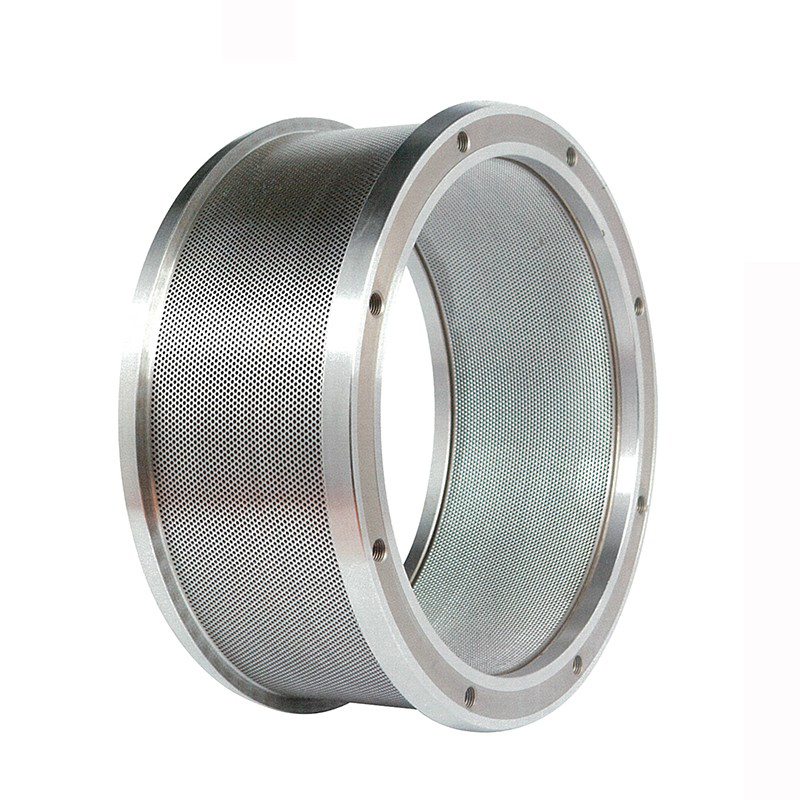
6.ਡਾਈ ਹੋਲ ਦੀ ਅੰਦਰਲੀ ਕੰਧ ਦੀ ਡਾਈਸ ਸਤਹ ਖੁਰਦਰੀ
ਸਤਹ ਦਾ ਖੁਰਦਰਾਪਨ ਵੀ ਰਿੰਗ ਡਾਈ ਕੁਆਲਿਟੀ ਦਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਸੂਚਕ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਅੰਦਰੂਨੀ ਕੰਧ ਦੀ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਦਾ ਇੱਕ ਛੋਟਾ ਜਿਹਾ ਮੁੱਲ ਫਿੱਟ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰੇਗਾ, ਪਹਿਨਣ ਨੂੰ ਘਟਾਏਗਾ ਅਤੇ ਰਿੰਗ ਡਾਈ ਦੀ ਉਮਰ ਵਧਾਏਗਾ, ਪਰ ਰਿੰਗ ਡਾਈ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਲਾਗਤ ਵਧੇਗੀ।
ਰਿੰਗ ਹੋਲ ਦੀ ਖੁਰਦਰੀ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਅਤੇ ਕਣਾਂ ਦੇ ਗਠਨ ਦੇ ਨਾਲ-ਨਾਲ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ। ਉਸੇ ਰਿੰਗ ਡਾਈ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ 'ਤੇ, ਘੱਟ ਮੋਟਾਪਣ ਮੁੱਲ, ਲੱਕੜ ਦੇ ਚਿਪਸ ਜਾਂ ਫੀਡ ਦਾ ਬਾਹਰ ਕੱਢਣ ਦਾ ਵਿਰੋਧ ਜਿੰਨਾ ਘੱਟ ਹੋਵੇਗਾ, ਨਿਰਵਿਘਨ ਡਿਸਚਾਰਜ, ਉਤਪੰਨ ਪੈਲੇਟਾਂ ਦੀ ਉੱਚ ਗੁਣਵੱਤਾ ਅਤੇ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਉੱਚੀ ਹੋਵੇਗੀ। ਚੰਗੀ ਰਿੰਗ ਡਾਈ ਹੋਲ ਪ੍ਰੋਸੈਸਿੰਗ 0.8-1.6 ਮਾਈਕਰੋਨ ਤੱਕ ਹੋ ਸਕਦੀ ਹੈ, ਰਿੰਗ ਡਾਈ ਖੁਰਦਰੀ ਲਗਭਗ 0.8 ਮਾਈਕਰੋਨ ਹੈ, ਡਿਸਪੋਸੇਬਲ ਸਮੱਗਰੀ 'ਤੇ ਸਹੀ ਮਸ਼ੀਨ, ਕੋਈ ਪੀਸਣ ਨਹੀਂ।
