


Korrugert rulleskall – Åpen ende
- SHH.ZHENGYI
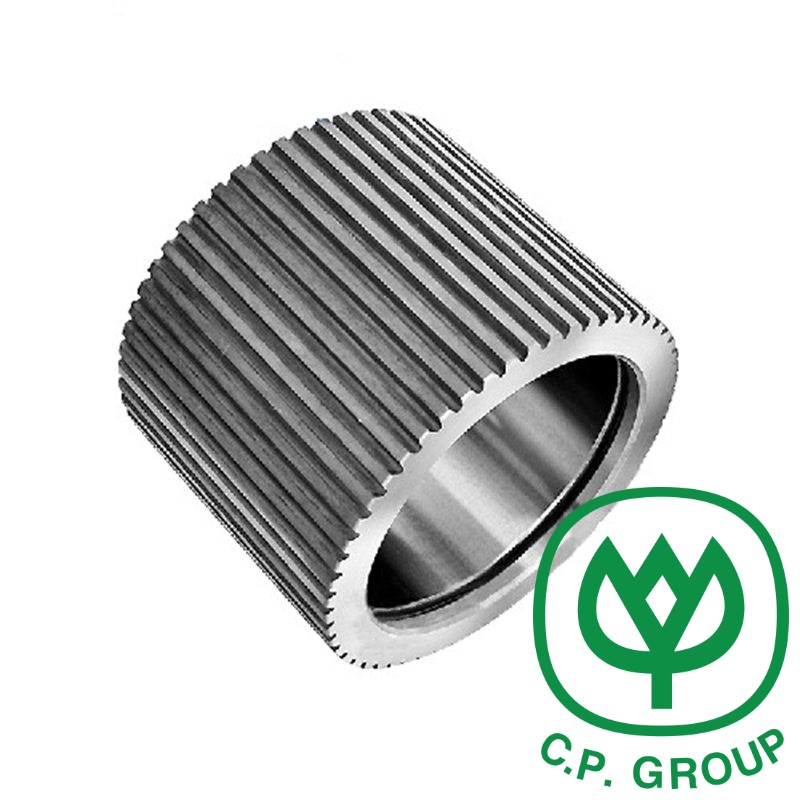
Åpen endetype betyr at det er et antall rette spor med like intervaller i omkretsretningen til skallets ytre omkretsflate. De rette sporene er plassert i den aksiale midten av den ytre periferiske overflaten til trykkrulleskallet, og lengden deres er lik bredden på trykkrulleskallet.
Fordeler:Det kan spille rollen som utjevning av materialer i trauretningen. Når trykket er ekstremt høyt, kan det delvis avlaste trykket og redusere slitasjen mellom valse og ringdyse. Spolematerialet har god ytelse og driften er relativt stabil.
Ulemper:Materiallekkasje er lett i begge ender, og forårsaker tap; slitasjen på ringen vil være ujevn.
Valseskallet er en av de viktigste arbeidsdelene til pelletsmøllen. Brukes til å behandle ulike biodrivstoffpellets, dyrefôr og andre pellets. Bruker høy slitebestandig legert stål (20MnCr5), karburerende varmebehandling, jevn hardhet. Levetiden er lang, og det finnes ulike typer strukturer som tannformet gjennomgående, tannformet blokkert og hullformet. Pressvalsedelen er laget av intern eksentrisk aksel og andre deler med presise dimensjoner, noe som er praktisk å justere avstanden mellom pressvalsen og ringformen i henhold til brukerens produksjonskrav, og den er enkel å brette og installere, og den er lett å erstatte pressvalseskallet.
Forholdsregler:
1. Velg riktig kompresjonsforhold for dysehullet;
2. Juster arbeidsavstanden mellom ringdysen og trykkvalsen riktig til å være mellom 0,1 og 0,3 mm (trykkvalsen drives av ringdysen etter at den nye granulatoren er slått på i en "som roterende, men ikke roterende" tilstand) ;
3. Den nye ringdysen skal brukes med en ny trykkrulle, og trykkrullen og ringdysen må være løse før og deretter strammes. Når skarpe hjørner vises på begge sider av trykkrullen, bør flensen på trykkrullen glattes med en håndsliper i tide for å lette en god passform mellom trykkrullen og ringdysen;
4. Råmaterialet må gjennomgå en foreløpig rengjøring og magnetisk separering før pelletiseringen for å redusere jernpressing inn i dysehullet. Og for å sjekke dysehullet regelmessig for å se om det er blokkering. Slå ut eller bor ut det blokkerte formhullet i tide;
5. Plastisk deformasjon av styrekjeglehullet til ringdysen bør repareres. Ved reparasjon skal det bemerkes at den laveste delen av den arbeidende indre overflaten av ringformingen skal være 2 mm høyere enn bunnen av overløpssporet, og det er fortsatt plass til å justere den eksentriske akselen til trykkrullen etter reparasjon. ringformen skal kasseres;
6. Trykkrulleskallet er laget av slitesterkt legeringsmateriale ved gullbehandling og varmebehandling. Tannoverflateformen til trykkrulleskallet har en viss innflytelse på granuleringsytelsen.