

အသေသည် ကြိတ်စက်တွင် အဓိက အစိတ်အပိုင်းဖြစ်သည်။ သော့ချက်ဖြစ်၏။feed pellets များပြုလုပ်ခြင်း။. မပြည့်စုံသောစာရင်းဇယားများအရ ကြိတ်ခွဲစက်၏ဆုံးရှုံးမှုကုန်ကျစရိတ်သည် ထုတ်လုပ်မှုအလုပ်ရုံတစ်ခုလုံး၏ ပြုပြင်ထိန်းသိမ်းမှုကုန်ကျစရိတ်၏ 25% ကျော်ရှိသည်။ အခကြေးငွေရာခိုင်နှုန်း တိုးလာတိုင်း သင့်စျေးကွက် ယှဉ်ပြိုင်နိုင်စွမ်း 0.25% ကျဆင်းသွားသည်။ ထို့ကြောင့် ကြိတ်ခွဲစက်၏ သတ်မှတ်ချက်များသည် အလွန်အရေးကြီးပါသည်။
Shanghai Zhengyi (CPSHZY) သည် ပရော်ဖက်ရှင်နယ်တစ်ဦးဖြစ်သည်။feed pellet ကြိတ်တရုတ်တွင်ပေးသွင်းသည်။ ကျွန်ုပ်တို့သည် ကြိတ်ကြိတ်ကြိတ်စက်၊ ပြားပြားကြိတ်စက်နှင့် စက်ကို ထောက်ပံ့ပေးသည်။pellet ကြိတ်အစိတ်အပိုင်းများပြားကြိတ်စက်၊ လက်စွပ်သေတ္တာ၊ ကြိတ်စက်ကြိတ်စက်နှင့် ကြိတ်စက်အတွက် အခြားအစိတ်အပိုင်းများ ကဲ့သို့သော အစိတ်အပိုင်းများ။
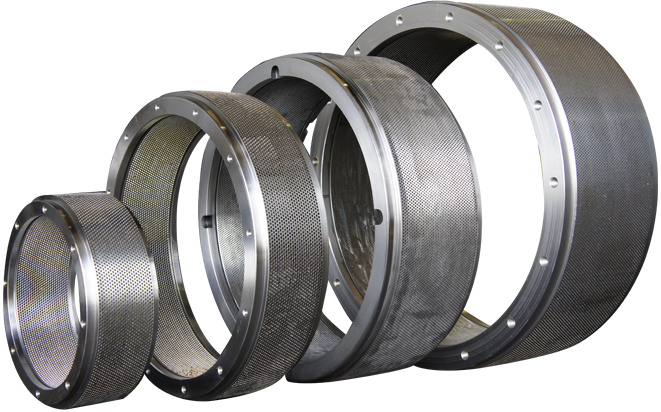
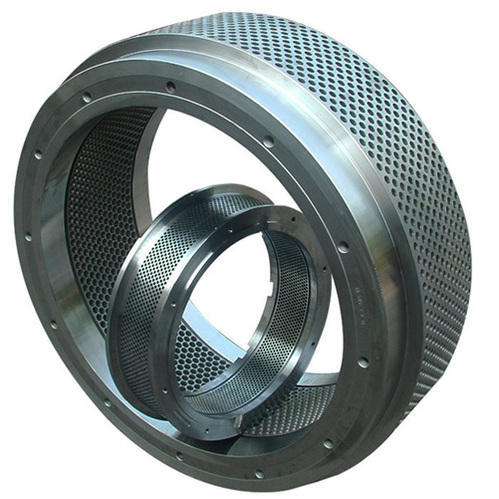
၁။ကြိတ်စက် အသေရုပ်
ကြိတ်စက်သေဆုံးခြင်းကို ယေဘုယျအားဖြင့် ကာဗွန်သံမဏိ၊ သတ္တုစပ်ဖွဲ့စည်းပုံဆိုင်ရာသံမဏိ သို့မဟုတ် သံမဏိများဖြင့် ပြုလုပ်ထားပြီး အတုပြုလုပ်ခြင်း၊ စက်ပြုပြင်ခြင်း၊ တူးဖော်ခြင်း တွင်းများနှင့် အပူကုသမှု လုပ်ငန်းစဉ်များမှတဆင့် ပြုလုပ်ထားသည်။ အသုံးပြုသူသည် အမှုန်ကုန်ကြမ်း၏ corrosion ပေါ်မူတည်၍ ရွေးချယ်နိုင်သည်။ ကြိတ်စက်အသေ၏ပစ္စည်းကို သတ္တုစပ်ဖွဲ့စည်းပုံစတီးလ် သို့မဟုတ် သံမဏိလက်စွပ်မှိုဖြင့် ပြုလုပ်ထားသင့်သည်။
45 သံမဏိကဲ့သို့သော ကာဗွန်ဖွဲ့စည်းတည်ဆောက်ပုံဆိုင်ရာသံမဏိ၊ ၎င်း၏အပူကုသမှု မာကျောမှုသည် ယေဘူယျအားဖြင့် 45-50 HRC၊ ၎င်းသည် အဆင့်နိမ့်လက်စွပ်သေဆုံးသည့်ပစ္စည်းဖြစ်ပြီး ၎င်း၏ ခံနိုင်ရည်နှင့် ချေးခံနိုင်ရည်မှာ ညံ့ဖျင်းပြီး ယခုအခါ အခြေခံအားဖြင့် ဖယ်ရှားပစ်ပါသည်။
40Cr၊ 35CrMo ကဲ့သို့သော အလွိုင်းဖွဲ့စည်းတည်ဆောက်ပုံဆိုင်ရာသံမဏိများ၊ ဤပစ္စည်းဖြင့်ပြုလုပ်ထားသောသေတ္တာသည် မြင့်မားသောခိုင်ခံ့မှုနှင့် ခံနိုင်ရည်ရှိသော်လည်း အားနည်းချက်မှာ အထူးသဖြင့် ငါးစာကျွေးခြင်းအတွက် မကောင်းသောကြောင့် ချေးမတက်နိုင်ခြင်းပင်ဖြစ်သည်။
ပစ္စည်း၊ အထပ်တစ်ရာအလုံးများ၊ သစ်သားပြားများ၊ ကောက်ရိုးအမှုန့်များ စသည်တို့ဖြင့် ပြုလုပ်ထားသည့် အသေများ၏စျေးနှုန်းသည် သံမဏိစတီးလ်များထက် များစွာမြင့်မားသည်။ 20CrMnTi နှင့် 20MnCr5 နှစ်ခုစလုံးသည် ကာဗူရီနည်းသော အလွိုင်းစတီးများဖြစ်ပြီး နှစ်ခုလုံးသည် ယခင်တရုတ်သံမဏိနှင့် နောက်ပိုင်း ဂျာမန်သံမဏိများမှလွဲ၍ တူညီသည်။ ဓာတုဒြပ်စင်တစ်ခုဖြစ်သည့် Ti ကို နိုင်ငံခြားတွင်ရနိုင်ခဲသောကြောင့်၊ တရုတ်နိုင်ငံမှ 20CrMnTi သို့မဟုတ် 20CrMn ကို ဂျာမနီမှ 20MnCr5 အစား အသုံးပြုထားသောကြောင့် ၎င်းကို သတ္တုစပ်ဖွဲ့စည်းပုံဆိုင်ရာသံမဏိနယ်ပယ်အတွင်း မကျရောက်စေပါ။ သို့ရာတွင်၊ ဤသံမဏိ၏ မာကျောသောအလွှာသည် ကာဗူဝင်ခြင်းလုပ်ငန်းစဉ်တွင် အမြင့်ဆုံးအနက် 1.2 မီလီမီတာအထိ ကန့်သတ်ထားသောကြောင့် ဤသံမဏိ၏စျေးနှုန်းသက်သာခြင်း၏ အားသာချက်တစ်ခုဖြစ်သည်။
သံမဏိပစ္စည်းများတွင် ဂျာမန်သံမဏိ X46Cr13၊ တရုတ်သံမဏိ 4Cr13 စသည်ဖြင့် ပါဝင်သည်။ ဤပစ္စည်းများသည် ကာဗူစတီးလ်များထက် အပူကုသမှု မာကျောမှု မြင့်မားသည်၊ ကာဗူစတီးလ်များထက် မာကျောသော အလွှာများနှင့် ခံနိုင်ရည်ကောင်းမွန်ပြီး ခံနိုင်ရည်ရှိ၍ သက်တမ်းပိုရှည်စေပါသည်။ သဘာဝအားဖြင့် carburized သံမဏိများထက်စျေးနှုန်းမြင့်မားသည်။ Stainless Steel Die Steel ၏ တာရှည်ခံမှုကြောင့် အစားထိုးအကြိမ်ရေ နည်းပါးသောကြောင့် တစ်တန်လျှင် ကုန်ကျစရိတ် နည်းပါးပါသည်။
ယေဘုယျအားဖြင့် ring die pellet mill အတွက် အသေခံပစ္စည်းသည် သတ္တုစပ်ဖွဲ့စည်းပုံဆိုင်ရာသံမဏိနှင့် stainless steel ပစ္စည်းများဖြစ်သည်။
၂။ကြိတ်ခွဲစက်သေဆုံးမှု အချိုးအစား
i=d/L
T=L+M
M သည် အပေါက်၏ အတိမ်အနက် ဖြစ်သည်။
Compression ratio (i) သည် အပေါက်အချင်း (ဃ) နှင့် အံစာတုံး၏ ထိရောက်သော အလျား (L) အချိုးဖြစ်သည်။
ကုန်ကြမ်း၏သဘောသဘာဝအရ၊ အချိုးသည် 8-15 ဖြစ်ပြီး၊ အသုံးပြုသူသည် အံစာတုံး၏ compression အချိုးကို ရွေးချယ်ကာ ထုတ်လုပ်မှုကို တိုးမြှင့်ရန်အတွက် အကျိုးရှိသော အနည်းငယ်နိမ့်သော compression ratio ကို ရွေးချယ်ခြင်းကဲ့သို့သော သီးခြား compression ratio ကို ချိန်ညှိပေးပါသည်။ စွမ်းအင်သုံးစွဲမှု၊ လက်စွပ်မှို၏ ဝတ်ဆင်မှုကို လျှော့ချပေးရုံသာမက အမှုန်များ၏ အရည်အသွေးကိုလည်း လျှော့ချပေးသည်၊ ထိုကဲ့သို့သော အမှုန်အမွှားများသည် အလုံအလောက်မခိုင်ခံ့၊ အသွင်အပြင်သည် လျော့ရဲပြီး အရှည်ကွာခြားကာ အမှုန့်နှုန်းလည်း မြင့်မားသည်။

၃။လက်စွပ်အဖွင့်နှုန်း
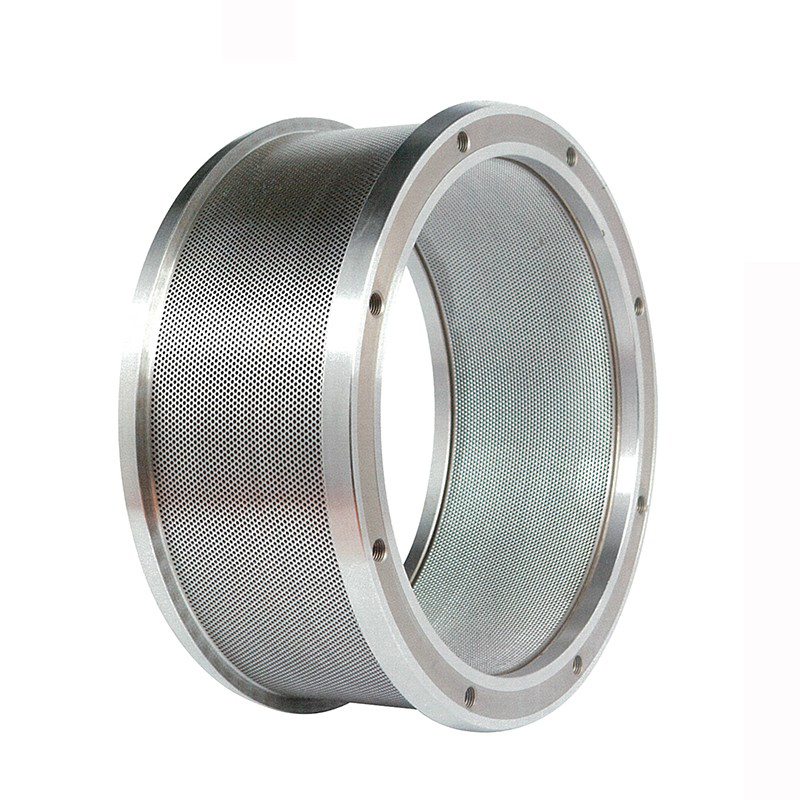
ကြိတ်ကြိတ်စက်၏ အဖွင့်နှုန်းသည် အသေပေါက်၏ စုစုပေါင်းဧရိယာ အချိုးအစားနှင့် အသေ၏ ထိရောက်မှု စုစုပေါင်းဧရိယာ အချိုးဖြစ်သည်။ ယေဘူယျအားဖြင့် အသေ၏အဖွင့်နှုန်း မြင့်မားလေ၊ အမှုန်အထွက်နှုန်း မြင့်မားလေဖြစ်သည်။ Die ၏ခိုင်ခံ့မှုကိုသေချာစေရန်အလို့ငှာ၊ ring Die ၏အဖွင့်နှုန်းကိုတတ်နိုင်သမျှမြှင့်တင်နိုင်သည်။
အချို့သောကုန်ကြမ်းများအတွက်၊ ကျိုးကြောင်းဆီလျော်သော ဖိသိပ်မှုအချိုးအဆအောက်တွင်၊ ကြိတ်ကြိတ်ကြိတ်နံရံသည် ပါးလွှာလွန်းသောကြောင့် အသေခံအားလုံလုံလောက်လောက်မရှိသဖြင့် ပေါက်ကွဲသေဆုံးမှုဖြစ်စဉ်သည် ထုတ်လုပ်မှုတွင် ပေါ်လာမည်ဖြစ်သည်။ ဤအချိန်တွင် သေအပေါက်၏ထိရောက်မှုအတိုင်းအတာကိုသေချာစေရန်အလို့ငှာ လက်စွပ်သေတ္တာ၏အထူကို တိုးမြှင့်သင့်သည်။
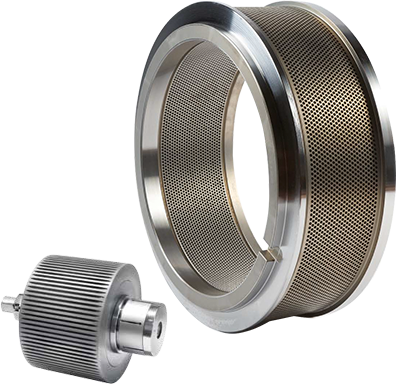
၄။ကြိတ်စက်သေဆုံးခြင်းနှင့် ကြိတ်စက်အကြား ကိုက်ညီမှု
၎င်းသည် granulation ၏ထိရောက်မှုကိုမြှင့်တင်ရန်နှင့်သေ၏အသက်ကိုရှည်စေရန်အတွက်အရေးကြီးဆုံးနည်းပညာဖြစ်သည်။ ၎င်းတွင် ကဏ္ဍ ၄ ခု ပါဝင်သင့်သည်-
- ဖိအားဒလိမ့်တုံးအသစ်ဖြင့် လက်စွပ်အသစ်သေဆုံးခြင်း၊ ဖိအားကြိတ်စက်ကို အလွန်အကျွံအသုံးပြုခြင်းကို ရှောင်ကြဉ်ပါ။
- ပစ္စည်းများ၏သဘောသဘာဝအရ၊ သေဆုံးခြင်းနှင့်လိပ်ကြားတွင်အကောင်းဆုံး extrusion efficiency ကိုအောင်မြင်ရန်အလို့ငှာ၊ ဖိအား roller ၏ကွဲပြားခြားနားသောပုံစံများကိုရွေးချယ်ခြင်း၏စက်အမျိုးအစားဝိသေသလက္ခဏာများ။
- အံဝင်ခွင်ကျဖြစ်ရန် သော့ချက်မှာ တည်ငြိမ်မှုနှင့် နိယာမမှာ- စွမ်းရည်ကို မထိခိုက်စေဘဲ ဖြေလျှော့ရန် ကြိုးစားပါ။
- နို့တိုက်ကျွေးမှုအမြန်နှုန်းကို ထိန်းချုပ်ပါ၊ အစားအစာအလွှာဖြန့်ကျက်မှုကို ထိန်းချုပ်ရန် နို့တိုက်ခြင်း၏ အရှည်နှင့် အတိုအနေအထားကို ချိန်ညှိပါ။
၅။ကြိတ်ခွဲစက်သေဆုံးသည့် လုပ်ငန်းစဉ်ကို လုပ်ဆောင်ခြင်း။
Ring Die Holes များသည် ပြုပြင်ခြင်းနှင့် ပြုပြင်ခြင်းဆိုင်ရာ ကိရိယာများနှင့်ပတ်သက်၍ အလွန်လိုအပ်လျက်ရှိပြီး Stainless Steel အတွက်၊ အရည်အသွေးမြင့် လက်စွပ်သေနတ်များထုတ်လုပ်ရန်အတွက် အထူးသေနတ်ကျင်းများနှင့် ဖုန်စုပ်စက်များ လိုအပ်ပါသည်။ အလွန်ကောင်းမွန်သော အပူချိန်မြင့်မားသော လေဟာနယ်မီးငြိမ်းသတ်ခြင်းလုပ်ငန်းစဉ်သည် သံမဏိ၏ တောင့်တင်းမှု၊ မာကျောမှု၊ ပွန်းစားမှုခံနိုင်ရည်၊ ပင်ပန်းနွမ်းနယ်မှုနှင့် သံမဏိ၏ မာကျောမှုကို သိသိသာသာ တိုးတက်စေနိုင်သည်။ သို့သော်လည်း အပေါက်တိုင်းအတွက် ဟန်ချက်ညီသော မာကျောမှုအလွှာကို အာမခံနိုင်မှုသည် မြင့်မားသောအဆင့်မြင့်လုပ်ဆောင်မှုစွမ်းရည်နှင့် အတွေ့အကြုံရှည်လိုအပ်သည်။
၆။အသေများသည် အပေါက်၏ အတွင်းနံရံ၏ မျက်နှာပြင် ကြမ်းတမ်းသည်။
မျက်နှာပြင်ကြမ်းတမ်းမှုသည် လက်စွပ်အရည်အသွေး၏ အရေးကြီးသောညွှန်ပြချက်တစ်ခုလည်းဖြစ်သည်။ ယေဘူယျအားဖြင့်၊ အတွင်းနံရံမျက်နှာပြင် ကြမ်းတမ်းမှု၏တန်ဖိုးအနည်းငယ်သည် အံဝင်ခွင်ကျဖြစ်မှု၊ ဝတ်ဆင်မှုကို လျှော့ချပြီး လက်စွပ်၏သက်တမ်းကို တိုးမြှင့်ပေးမည်ဖြစ်သော်လည်း လက်စွပ်သေဆုံးမှုကို စီမံဆောင်ရွက်ရာတွင် ကုန်ကျစရိတ် တိုးလာမည်ဖြစ်သည်။
Ring hole ကြမ်းတမ်းမှုသည် အမှုန်များ၏ ဖိသိပ်မှုအချိုးနှင့် ဖွဲ့စည်းမှုအပြင် ထုတ်လုပ်မှုထိရောက်မှုကိုလည်း သက်ရောက်မှုရှိသည်။ တူညီသော ring Die compression အချိုးတွင်၊ ကြမ်းတမ်းမှုတန်ဖိုးနိမ့်လေ၊ သစ်သားပြားများ သို့မဟုတ် အစာကျွေးခြင်း၏ extrusion resistance ကို နည်းပါးလေ၊ အထုတ်လွှတ်မှု ချောမွေ့လေ၊ ထုတ်လုပ်လိုက်သော အလုံးများ၏ အရည်အသွေး မြင့်မားလေနှင့် ထုတ်လုပ်မှု ထိရောက်လေလေဖြစ်သည်။ ကောင်းမွန်သော ring die hole processing သည် 0.8-1.6 microns အထိရှိနိုင်ပြီး၊ ring die roughness သည် 0.8 microns ခန့်ဖြစ်သည်၊ တခါသုံးပစ္စည်းပေါ်ရှိ မှန်ကန်သောစက်၊ ကြိတ်ခြင်းမရှိပါ။
