


SZLH സീരീസ് പെല്ലറ്റ് മിൽ റിംഗ് ഡൈ
- SHH.ZHENGYI
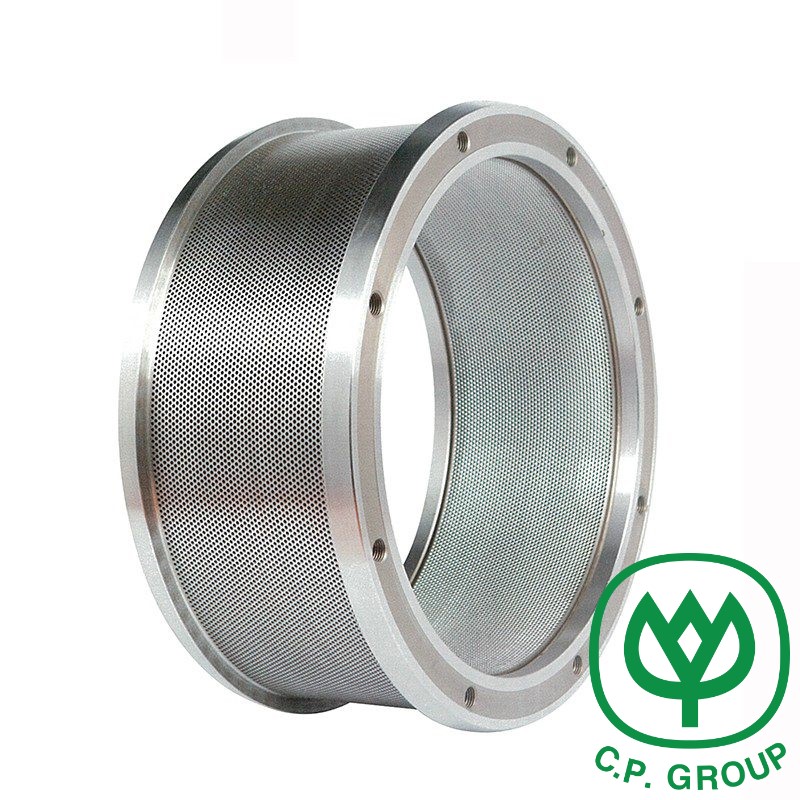
1.ഉയർന്ന ഗുണമേന്മയുള്ള അസംസ്കൃത വസ്തുക്കൾ തിരഞ്ഞെടുക്കുക, ദ്വിതീയ ഉരുക്ക് നിർമ്മാണം, ഡീഗ്യാസിംഗ് ബില്ലറ്റ്;
2.റിംഗ് ഡൈ മെറ്റീരിയൽ: X46Cr13 / 4Cr13 (സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ), 42Crmo / 20CrMnTi (അലോയ് സ്റ്റീൽ) അല്ലെങ്കിൽ മറ്റ് ഇഷ്ടാനുസൃത വസ്തുക്കൾ;
3.ഇംപോർട്ടഡ് ഗൺ ഡ്രില്ലും മൾട്ടി-സ്റ്റേഷൻ ഡ്രില്ലും, ഒറ്റത്തവണ രൂപപ്പെടുന്ന ഡൈ ഹോൾ, ഉയർന്ന നിലവാരമുള്ള ഫിനിഷ്, ഫീഡിൻ്റെ ഉത്പാദനം, മനോഹരമായ രൂപവും ഉയർന്ന ഔട്ട്പുട്ടും;
4. ദൈർഘ്യമേറിയ സേവനജീവിതം ഉറപ്പാക്കാൻ വാക്വം ഫർണസിൻ്റെയും തുടർച്ചയായ ക്വഞ്ചിംഗ് ഫർണസിൻ്റെയും സംയോജനം തിരഞ്ഞെടുക്കുക;
5. കംപ്രഷൻ അനുപാതവും ശക്തിയും രൂപകൽപ്പന ചെയ്യുന്നതിനുള്ള ഉപഭോക്താവിൻ്റെ തത്വവും ആവശ്യകതകളും അനുസരിച്ച്;
6. ഉൽപ്പന്ന ഗുണനിലവാരം ഉറപ്പാക്കാൻ മൈക്രോസ്കോപ്പിക് പരിശോധന;
42Crmo / 20CrMnTi അലോയ് സ്റ്റീൽ റിംഗ് ഡൈ പ്രോസസ്സിംഗ് സാങ്കേതികവിദ്യ:
കട്ടിംഗ്→ഫോർജിംഗ്→നോർമലൈസിംഗ്→റഫിംഗ്→ടെമ്പറിംഗ്→ഫിനിഷിംഗ്→ഡ്രില്ലിംഗ് (വികസിപ്പിക്കൽ) ദ്വാരം→കാർബറൈസിംഗ്→ഗ്രൈൻഡിംഗ്→(ഓക്സിഡേഷൻ ലെയർ ഒഴികെ) →പ്രഷർ ടെസ്റ്റിംഗ്→(പ്രഷർ ടെസ്റ്റിംഗ്) ഓയിൽ→ ഓപ്ഷനുകൾ പരിശോധിച്ച് സംരക്ഷിക്കുക;
X46Cr13 / 4Cr13 സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ റിംഗ് ഡൈ പ്രോസസ്സിംഗ് സാങ്കേതികവിദ്യ:
കട്ടിംഗ്→ഫോർജിംഗ്→Roughing→Normalizing→Finishing→Quenching and tempering→ › Finishing→Drilling hole→Nitriding→Polishing→Pressure test→Coating resistance→Check oil→ ഓപ്ഷനുകൾ;
| എസ്/എൻ | മോഡൽ | വലിപ്പം OD * ID * മൊത്തത്തിലുള്ള വീതി * പാഡ് വീതി -mm | ദ്വാരത്തിൻ്റെ വലിപ്പം mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
സ്റ്റെപ്പ്ഡ് റോളർ ഷെൽ
പെല്ലറ്റ് മില്ലിൻ്റെ പ്രധാന പ്രവർത്തന ഭാഗങ്ങളിലൊന്നാണ് റോളർ ഷെൽ. വിവിധ ജൈവ ഇന്ധന ഉരുളകൾ, മൃഗങ്ങളുടെ തീറ്റ, മറ്റ് ഉരുളകൾ എന്നിവ പ്രോസസ്സ് ചെയ്യാൻ ഉപയോഗിക്കുന്നു. ഉയർന്ന തേയ്മാനം പ്രതിരോധിക്കുന്ന അലോയ് സ്റ്റീൽ (40Cr, 20Crmnti, Gcr15), കാർബറൈസിംഗ് ഹീറ്റ് ട്രീറ്റ്മെൻ്റ്, യൂണിഫോം കാഠിന്യം എന്നിവ ഉപയോഗിക്കുന്നു. സേവന ജീവിതം ദൈർഘ്യമേറിയതാണ്, പല്ലിൻ്റെ ആകൃതിയിലുള്ള ത്രൂ-ആകൃതിയിലുള്ള, പല്ലിൻ്റെ ആകൃതിയിലുള്ള ബ്ലോക്ക്ഡ്, ദ്വാരത്തിൻ്റെ ആകൃതി എന്നിങ്ങനെ വ്യത്യസ്ത തരം ഘടനകളുണ്ട്. പ്രസ്സിംഗ് റോളർ ഭാഗം ആന്തരിക എക്സെൻട്രിക് ഷാഫ്റ്റും കൃത്യമായ അളവുകളുള്ള മറ്റ് ഭാഗങ്ങളും ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് ഉപയോക്താവിൻ്റെ ഉൽപാദന ആവശ്യകതകൾക്കനുസരിച്ച് അമർത്തുന്ന റോളറും റിംഗ് ഡൈയും തമ്മിലുള്ള ദൂരം ക്രമീകരിക്കാൻ സൗകര്യപ്രദമാണ്, മാത്രമല്ല ഇത് മടക്കാനും ഇൻസ്റ്റാൾ ചെയ്യാനും എളുപ്പമാണ്, മാത്രമല്ല ഇത് അമർത്തുന്ന റോളർ ഷെൽ മാറ്റിസ്ഥാപിക്കുന്നത് എളുപ്പമാണ്.
മുൻകരുതലുകൾ:
1. ഉചിതമായ ഡൈ ഹോൾ കംപ്രഷൻ അനുപാതം ശരിയായി തിരഞ്ഞെടുക്കുക;
2. റിംഗ് ഡൈയും പ്രഷർ റോളറും തമ്മിലുള്ള വർക്കിംഗ് ഗ്യാപ്പ് 0.1 നും 0.3 മില്ലീമീറ്ററിനും ഇടയിലായി ക്രമീകരിക്കുക (പുതിയ ഗ്രാനുലേറ്റർ “ഭ്രമണം ചെയ്യുന്നതും എന്നാൽ കറങ്ങാത്തതുമായ” അവസ്ഥയിൽ ഓണാക്കിയ ശേഷം പ്രഷർ റോളർ റിംഗ് ഡൈ വഴി നയിക്കപ്പെടുന്നു) ;
3. പുതിയ റിംഗ് ഡൈ ഒരു പുതിയ പ്രഷർ റോളറിനൊപ്പം ഉപയോഗിക്കണം, കൂടാതെ പ്രഷർ റോളറും റിംഗ് ഡൈയും അയഞ്ഞതായിരിക്കണം, തുടർന്ന് മുറുകെ പിടിക്കണം. പ്രഷർ റോളറിൻ്റെ ഇരുവശത്തും മൂർച്ചയുള്ള കോണുകൾ പ്രത്യക്ഷപ്പെടുമ്പോൾ, പ്രഷർ റോളറിനും റിംഗ് ഡൈക്കും ഇടയിൽ നല്ല ഫിറ്റ് സുഗമമാക്കുന്നതിന് പ്രഷർ റോളറിൻ്റെ ഫ്ലേഞ്ച് ഒരു ഹാൻഡ് ഗ്രൈൻഡർ ഉപയോഗിച്ച് കൃത്യസമയത്ത് മിനുസപ്പെടുത്തണം;
4. ഡൈ ഹോളിലേക്ക് ഇരുമ്പ് അമർത്തുന്നത് കുറയ്ക്കുന്നതിന് പെല്ലറ്റൈസറിന് മുമ്പ് അസംസ്കൃത വസ്തുക്കൾ പ്രാഥമിക ക്ലീനിംഗും കാന്തിക വേർതിരിവും നടത്തണം. കൂടാതെ ഡൈ ഹോൾ ഇടയ്ക്കിടെ പരിശോധിച്ച് തടസ്സമുണ്ടോ എന്ന് പരിശോധിക്കണം. തടയപ്പെട്ട പൂപ്പൽ ദ്വാരം യഥാസമയം പഞ്ച് ചെയ്യുകയോ തുരത്തുകയോ ചെയ്യുക;
5. റിംഗ് ഡൈയുടെ ഗൈഡ് കോൺ ദ്വാരത്തിൻ്റെ പ്ലാസ്റ്റിക് രൂപഭേദം നന്നാക്കണം. അറ്റകുറ്റപ്പണി നടത്തുമ്പോൾ, റിംഗ് ഡൈയുടെ പ്രവർത്തന ആന്തരിക ഉപരിതലത്തിൻ്റെ ഏറ്റവും താഴ്ന്ന ഭാഗം ഓവർട്രാവൽ ഗ്രോവിൻ്റെ അടിത്തേക്കാൾ 2 മില്ലിമീറ്റർ ഉയരത്തിലായിരിക്കണം, കൂടാതെ അറ്റകുറ്റപ്പണിക്ക് ശേഷം പ്രഷർ റോളറിൻ്റെ എക്സെൻട്രിക് ഷാഫ്റ്റ് ക്രമീകരിക്കാൻ ഇനിയും ഇടമുണ്ട്, അല്ലാത്തപക്ഷം, റിംഗ് ഡൈ സ്ക്രാപ്പ് ചെയ്യണം;
6. പ്രഷർ റോളർ ഷെൽ സ്വർണ്ണ സംസ്കരണവും ഹീറ്റ് ട്രീറ്റ്മെൻ്റും വഴി ധരിക്കുന്ന പ്രതിരോധമുള്ള അലോയ് മെറ്റീരിയലാണ് നിർമ്മിച്ചിരിക്കുന്നത്. പ്രഷർ റോളർ ഷെല്ലിൻ്റെ പല്ലിൻ്റെ ഉപരിതല രൂപം ഗ്രാനുലേഷൻ പ്രകടനത്തിൽ ഒരു നിശ്ചിത സ്വാധീനം ചെലുത്തുന്നു.
സാധാരണയായി ഉപയോഗിക്കുന്ന റോളർ ഷെൽ ടൂത്ത് പ്രൊഫൈൽ: ടൂത്ത് പ്രൊഫൈൽ തരം വഴി, ടൂത്ത് പ്രൊഫൈൽ തരം വഴിയല്ല, ദ്വാരത്തിൻ്റെ തരം.
1. കന്നുകാലികളെയും കോഴി വളർത്തു വസ്തുക്കളെയും പെല്ലെറ്റൈസ് ചെയ്യുന്നതിനായി പാസ്, ടൂത്ത് ഗ്രോവ് റോളറുകൾ പ്രധാനമായും ഉപയോഗിക്കുന്നു. റിംഗ് ഡൈ തുല്യമായി ധരിക്കുന്നു എന്നതാണ് പാസ് റോളറുകളുടെ പ്രയോജനം, എന്നാൽ കോയിൽ പ്രകടനം മോശമാണ്.
2. ടൂത്ത് ഗ്രോവ് ഷേപ്പ് പ്രഷർ റോളറിന് നല്ല കോയിൽ മെറ്റീരിയൽ പെർഫോമൻസ് ഉണ്ട്, ഇത് സാധാരണയായി ഫീഡ് ഫാക്ടറികളിൽ ഉപയോഗിക്കുന്നു, എന്നാൽ റിംഗ് ഡൈയുടെ വസ്ത്രങ്ങൾ ഏകീകൃതമല്ല. സീലിംഗ് എഡ്ജ് ഉള്ള ടൂത്ത് ഗ്രോവ് ഷേപ്പ് പ്രഷർ റോളർ പ്രധാനമായും ജല വസ്തുക്കളുടെ പെല്ലറ്റൈസിംഗിന് അനുയോജ്യമാണ്. ഇരുവശത്തും സ്ലൈഡ് ചെയ്യുക.
ഹെലിക്കൽ റോളർ ഷെൽ
പെല്ലറ്റ് മില്ലിൻ്റെ പ്രധാന പ്രവർത്തന ഭാഗങ്ങളിലൊന്നാണ് റോളർ ഷെൽ. വിവിധ ജൈവ ഇന്ധന ഉരുളകൾ, മൃഗങ്ങളുടെ തീറ്റ, മറ്റ് ഉരുളകൾ എന്നിവ പ്രോസസ്സ് ചെയ്യാൻ ഉപയോഗിക്കുന്നു. ഉയർന്ന തേയ്മാനം പ്രതിരോധിക്കുന്ന അലോയ് സ്റ്റീൽ (40Cr, 20Crmnti, Gcr15), കാർബറൈസിംഗ് ഹീറ്റ് ട്രീറ്റ്മെൻ്റ്, യൂണിഫോം കാഠിന്യം എന്നിവ ഉപയോഗിക്കുന്നു. സേവന ജീവിതം ദൈർഘ്യമേറിയതാണ്, പല്ലിൻ്റെ ആകൃതിയിലുള്ള ത്രൂ-ആകൃതിയിലുള്ള, പല്ലിൻ്റെ ആകൃതിയിലുള്ള ബ്ലോക്ക്ഡ്, ദ്വാരത്തിൻ്റെ ആകൃതി എന്നിങ്ങനെ വ്യത്യസ്ത തരം ഘടനകളുണ്ട്. പ്രസ്സിംഗ് റോളർ ഭാഗം ആന്തരിക എക്സെൻട്രിക് ഷാഫ്റ്റും കൃത്യമായ അളവുകളുള്ള മറ്റ് ഭാഗങ്ങളും ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് ഉപയോക്താവിൻ്റെ ഉൽപാദന ആവശ്യകതകൾക്കനുസരിച്ച് അമർത്തുന്ന റോളറും റിംഗ് ഡൈയും തമ്മിലുള്ള ദൂരം ക്രമീകരിക്കാൻ സൗകര്യപ്രദമാണ്, മാത്രമല്ല ഇത് മടക്കാനും ഇൻസ്റ്റാൾ ചെയ്യാനും എളുപ്പമാണ്, മാത്രമല്ല ഇത് അമർത്തുന്ന റോളർ ഷെൽ മാറ്റിസ്ഥാപിക്കുന്നത് എളുപ്പമാണ്.
മുൻകരുതലുകൾ:
1. ഉചിതമായ ഡൈ ഹോൾ കംപ്രഷൻ അനുപാതം ശരിയായി തിരഞ്ഞെടുക്കുക;
2. റിംഗ് ഡൈയും പ്രഷർ റോളറും തമ്മിലുള്ള വർക്കിംഗ് ഗ്യാപ്പ് 0.1 നും 0.3 മില്ലീമീറ്ററിനും ഇടയിലായി ക്രമീകരിക്കുക (പുതിയ ഗ്രാനുലേറ്റർ “ഭ്രമണം ചെയ്യുന്നതും എന്നാൽ കറങ്ങാത്തതുമായ” അവസ്ഥയിൽ ഓണാക്കിയ ശേഷം പ്രഷർ റോളർ റിംഗ് ഡൈ വഴി നയിക്കപ്പെടുന്നു) ;
3. പുതിയ റിംഗ് ഡൈ ഒരു പുതിയ പ്രഷർ റോളറിനൊപ്പം ഉപയോഗിക്കണം, കൂടാതെ പ്രഷർ റോളറും റിംഗ് ഡൈയും അയഞ്ഞതായിരിക്കണം, തുടർന്ന് മുറുകെ പിടിക്കണം. പ്രഷർ റോളറിൻ്റെ ഇരുവശത്തും മൂർച്ചയുള്ള കോണുകൾ പ്രത്യക്ഷപ്പെടുമ്പോൾ, പ്രഷർ റോളറിനും റിംഗ് ഡൈക്കും ഇടയിൽ നല്ല ഫിറ്റ് സുഗമമാക്കുന്നതിന് പ്രഷർ റോളറിൻ്റെ ഫ്ലേഞ്ച് ഒരു ഹാൻഡ് ഗ്രൈൻഡർ ഉപയോഗിച്ച് കൃത്യസമയത്ത് മിനുസപ്പെടുത്തണം;
4. ഡൈ ഹോളിലേക്ക് ഇരുമ്പ് അമർത്തുന്നത് കുറയ്ക്കുന്നതിന് പെല്ലറ്റൈസറിന് മുമ്പ് അസംസ്കൃത വസ്തുക്കൾ പ്രാഥമിക ക്ലീനിംഗും കാന്തിക വേർതിരിവും നടത്തണം. കൂടാതെ ഡൈ ഹോൾ ഇടയ്ക്കിടെ പരിശോധിച്ച് തടസ്സമുണ്ടോ എന്ന് പരിശോധിക്കണം. തടയപ്പെട്ട പൂപ്പൽ ദ്വാരം യഥാസമയം പഞ്ച് ചെയ്യുകയോ തുരത്തുകയോ ചെയ്യുക;
5. റിംഗ് ഡൈയുടെ ഗൈഡ് കോൺ ദ്വാരത്തിൻ്റെ പ്ലാസ്റ്റിക് രൂപഭേദം നന്നാക്കണം. അറ്റകുറ്റപ്പണി നടത്തുമ്പോൾ, റിംഗ് ഡൈയുടെ പ്രവർത്തന ആന്തരിക ഉപരിതലത്തിൻ്റെ ഏറ്റവും താഴ്ന്ന ഭാഗം ഓവർട്രാവൽ ഗ്രോവിൻ്റെ അടിത്തേക്കാൾ 2 മില്ലിമീറ്റർ ഉയരത്തിലായിരിക്കണം, കൂടാതെ അറ്റകുറ്റപ്പണിക്ക് ശേഷം പ്രഷർ റോളറിൻ്റെ എക്സെൻട്രിക് ഷാഫ്റ്റ് ക്രമീകരിക്കാൻ ഇനിയും ഇടമുണ്ട്, അല്ലാത്തപക്ഷം, റിംഗ് ഡൈ സ്ക്രാപ്പ് ചെയ്യണം;
6. പ്രഷർ റോളർ ഷെൽ സ്വർണ്ണ സംസ്കരണവും ഹീറ്റ് ട്രീറ്റ്മെൻ്റും വഴി ധരിക്കുന്ന പ്രതിരോധമുള്ള അലോയ് മെറ്റീരിയലാണ് നിർമ്മിച്ചിരിക്കുന്നത്. പ്രഷർ റോളർ ഷെല്ലിൻ്റെ പല്ലിൻ്റെ ഉപരിതല രൂപം ഗ്രാനുലേഷൻ പ്രകടനത്തിൽ ഒരു നിശ്ചിത സ്വാധീനം ചെലുത്തുന്നു.
സാധാരണയായി ഉപയോഗിക്കുന്ന റോളർ ഷെൽ ടൂത്ത് പ്രൊഫൈൽ: ടൂത്ത് പ്രൊഫൈൽ തരം വഴി, ടൂത്ത് പ്രൊഫൈൽ തരം വഴിയല്ല, ദ്വാരത്തിൻ്റെ തരം.
1. കന്നുകാലികളെയും കോഴി വളർത്തു വസ്തുക്കളെയും പെല്ലെറ്റൈസ് ചെയ്യുന്നതിനായി പാസ്, ടൂത്ത് ഗ്രോവ് റോളറുകൾ പ്രധാനമായും ഉപയോഗിക്കുന്നു. റിംഗ് ഡൈ തുല്യമായി ധരിക്കുന്നു എന്നതാണ് പാസ് റോളറുകളുടെ പ്രയോജനം, എന്നാൽ കോയിൽ പ്രകടനം മോശമാണ്.
2. ടൂത്ത് ഗ്രോവ് ഷേപ്പ് പ്രഷർ റോളറിന് നല്ല കോയിൽ മെറ്റീരിയൽ പെർഫോമൻസ് ഉണ്ട്, ഇത് സാധാരണയായി ഫീഡ് ഫാക്ടറികളിൽ ഉപയോഗിക്കുന്നു, എന്നാൽ റിംഗ് ഡൈയുടെ വസ്ത്രങ്ങൾ ഏകീകൃതമല്ല. സീലിംഗ് എഡ്ജ് ഉള്ള ടൂത്ത് ഗ്രോവ് ഷേപ്പ് പ്രഷർ റോളർ പ്രധാനമായും ജല വസ്തുക്കളുടെ പെല്ലറ്റൈസിംഗിന് അനുയോജ്യമാണ്. ഇരുവശത്തും സ്ലൈഡ് ചെയ്യുക.