


SZLH sērijas granulu dzirnavu gredzenveida matrica
- SHH.ZHENGYI
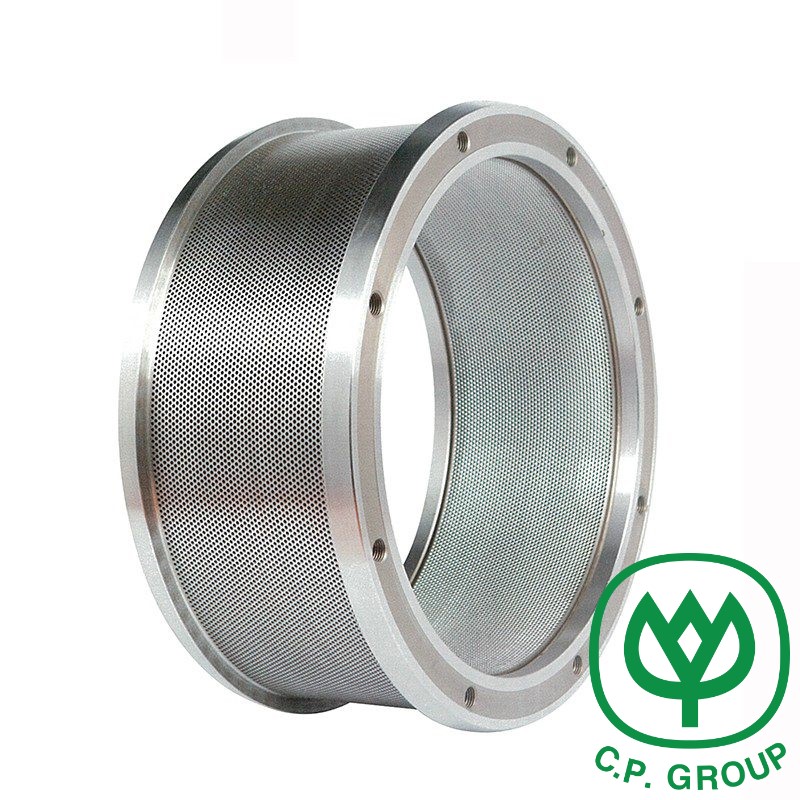
1. Izvēlieties augstas kvalitātes izejvielas, sekundāro tērauda ražošanu, degazēšanas sagatavi;
2.Gredzena formas materiāls: X46Cr13 / 4Cr13 (nerūsējošais tērauds), 42Crmo / 20CrMnTi (leģētais tērauds) vai citi pielāgoti materiāli;
3.Importēta lielgabala urbjmašīna un vairāku staciju urbjmašīna, vienreizējas formēšanas caurums, augstas kvalitātes apdare, barības ražošana, skaists izskats un augsta jauda;
4. Izvēlieties vakuuma krāsns un nepārtrauktas dzesēšanas krāsns kombināciju, lai nodrošinātu ilgu kalpošanas laiku;
5.Atbilstoši klienta principam un prasībām izstrādāt kompresijas pakāpi un izturību;
6.Mikroskopiskā pārbaude, lai nodrošinātu produkta kvalitāti;
42Crmo / 20CrMnTi leģētā tērauda gredzenveida presēšanas tehnoloģija:
Griešana→ Kalšana→ Normalizēšana→ Rupjēšana→ Rūdīšana→ Apdare→ Urbšana (Paplašināšana) Caurums→ Karburēšana→ Slīpēšana→ (Izņemot oksidācijas slāni) → Spiediena pārbaude→ (Fosfora pasivācija)→ Pārklājuma pretrūsas eļļa→ Pārbaudiet un saglabājiet opcijas;
X46Cr13 / 4Cr13 nerūsējošā tērauda gredzenveida presēšanas tehnoloģija:
Griešana→Kalšana→Rupināšana→Normalizācija→Apdare→Rūdīšana un rūdīšana→› Apdare→Urbšana→Nitridēšana→Pulēšana→Spiediena pārbaude→ Pārklājuma izturība→Sarūsējusi eļļa→Pārbaudiet un saglabājiet opcijas;
| S/N | Modelis | Izmērs OD*ID*kopējais platums*paliktņa platums -mm | Cauruma izmērs mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Pakāpju rullīšu apvalks
Veltņa apvalks ir viena no galvenajām granulu dzirnavu darba daļām. Izmanto dažādu biodegvielas granulu, dzīvnieku barības un citu granulu apstrādei. Izmantojot augstas nodilumizturības leģēto tēraudu (40Cr, 20Crmnti, Gcr15), karburējošu termisko apstrādi, vienmērīgu cietību. Kalpošanas laiks ir ilgs, un ir dažāda veida struktūras, piemēram, zoba formas cauri, zoba formas bloķētas un cauruma formas. Presēšanas veltņa daļa ir izgatavota no iekšējās ekscentriskās vārpstas un citām detaļām ar precīziem izmēriem, kas ir ērti pielāgot attālumu starp presēšanas rullīti un gredzenveida veidni atbilstoši lietotāja ražošanas prasībām, un to ir viegli salocīt un uzstādīt, un tas ir ir viegli nomainīt presēšanas veltņa apvalku.
Piesardzības pasākumi:
1. Pareizi izvēlieties atbilstošo urbuma saspiešanas pakāpi;
2. Pareizi noregulējiet darba atstarpi starp gredzenveida matricu un spiedrulli, lai tā būtu no 0,1 līdz 0,3 mm (spiedveltnis tiek darbināts ar gredzenveida matricu pēc tam, kad jaunais granulators ir ieslēgts tādā stāvoklī, kas ir “tāpat kā rotējošs, bet ne rotējošs”). ;
3. Jaunais gredzenveida uzgalis ir jāizmanto kopā ar jaunu spiediena veltni, un spiediena veltnis un gredzenveida uzgalis pirms tam ir jāatvieno un pēc tam jāpievelk. Kad abās spiedrullīša pusēs parādās asi stūri, spiedrulla atloks ir savlaicīgi jāizlīdzina ar rokas slīpmašīnu, lai veicinātu labu pieslēgšanos starp spiedrulli un gredzenveida matricu;
4. Pirms granulēšanas izejmateriālam ir jāveic iepriekšēja tīrīšana un magnētiskā atdalīšana, lai samazinātu dzelzs presēšanu veidnes caurumā. Un regulāri pārbaudīt presformas caurumu, lai redzētu, vai nav aizsprostojuma. Laicīgi izduriet vai izurbiet bloķēto veidnes caurumu;
5. Jāsalabo gredzenveida matricas vadošā konusa atveres plastiskā deformācija. Veicot remontu, jāņem vērā, ka gredzenveida veidnes darba iekšējās virsmas zemākajai daļai jābūt 2 mm augstākai par pārvietošanās rievas apakšējo daļu, un pēc remonta joprojām ir vieta spiediena veltņa ekscentriskās vārpstas regulēšanai. gredzenveida matrica ir jānodod metāllūžņos;
6. Spiediena veltņa apvalks ir izgatavots no nodilumizturīga sakausējuma materiāla ar zelta apstrādi un termisko apstrādi. Spiediena veltņa apvalka zoba virsmas formai ir noteikta ietekme uz granulēšanas veiktspēju.
Parasti izmantotais rullīšu apvalka zoba profils: zoba profils cauri, zoba profils nav cauri, cauruma tips.
1. Pass un zobu rievu rullīši galvenokārt tiek izmantoti lopu un mājputnu materiālu granulēšanai. Caurlaides veltņu priekšrocība ir tā, ka gredzenveida matrica nodilst vienmērīgi, bet spoles veiktspēja ir slikta.
2.Zobu rievas formas spiediena veltnim ir laba spoles materiāla veiktspēja, un to parasti izmanto barības rūpnīcās, taču gredzena formas nodilums nav vienmērīgs. Zobu rievas formas spiediena veltnis ar blīvējuma malu galvenokārt ir piemērots ūdens materiālu granulēšanai. Bīdiet uz abām pusēm.
spirālveida rullīšu čaula
Veltņa apvalks ir viena no galvenajām granulu dzirnavu darba daļām. Izmanto dažādu biodegvielas granulu, dzīvnieku barības un citu granulu apstrādei. Izmantojot augstas nodilumizturības leģēto tēraudu (40Cr, 20Crmnti, Gcr15), karburējošu termisko apstrādi, vienmērīgu cietību. Kalpošanas laiks ir ilgs, un ir dažāda veida struktūras, piemēram, zoba formas cauri, zoba formas bloķētas un cauruma formas. Presēšanas veltņa daļa ir izgatavota no iekšējās ekscentriskās vārpstas un citām detaļām ar precīziem izmēriem, kas ir ērti pielāgot attālumu starp presēšanas rullīti un gredzenveida veidni atbilstoši lietotāja ražošanas prasībām, un to ir viegli salocīt un uzstādīt, un tas ir ir viegli nomainīt presēšanas veltņa apvalku.
Piesardzības pasākumi:
1. Pareizi izvēlieties atbilstošo urbuma saspiešanas pakāpi;
2. Pareizi noregulējiet darba atstarpi starp gredzenveida matricu un spiedrulli, lai tā būtu no 0,1 līdz 0,3 mm (spiedveltnis tiek darbināts ar gredzenveida matricu pēc tam, kad jaunais granulators ir ieslēgts tādā stāvoklī, kas ir “tāpat kā rotējošs, bet ne rotējošs”). ;
3. Jaunais gredzenveida uzgalis ir jāizmanto kopā ar jaunu spiediena veltni, un spiediena veltnis un gredzenveida uzgalis pirms tam ir jāatvieno un pēc tam jāpievelk. Kad abās spiedrullīša pusēs parādās asi stūri, spiedrulla atloks ir savlaicīgi jāizlīdzina ar rokas slīpmašīnu, lai veicinātu labu pieslēgšanos starp spiedrulli un gredzenveida matricu;
4. Pirms granulēšanas izejmateriālam ir jāveic iepriekšēja tīrīšana un magnētiskā atdalīšana, lai samazinātu dzelzs presēšanu veidnes caurumā. Un regulāri pārbaudīt presformas caurumu, lai redzētu, vai nav aizsprostojuma. Laicīgi izduriet vai izurbiet bloķēto veidnes caurumu;
5. Jāsalabo gredzenveida matricas vadošā konusa atveres plastiskā deformācija. Veicot remontu, jāņem vērā, ka gredzenveida veidnes darba iekšējās virsmas zemākajai daļai jābūt 2 mm augstākai par pārvietošanās rievas apakšējo daļu, un pēc remonta joprojām ir vieta spiediena veltņa ekscentriskās vārpstas regulēšanai. gredzenveida matrica ir jānodod metāllūžņos;
6. Spiediena veltņa apvalks ir izgatavots no nodilumizturīga sakausējuma materiāla ar zelta apstrādi un termisko apstrādi. Spiediena veltņa apvalka zoba virsmas formai ir noteikta ietekme uz granulēšanas veiktspēju.
Parasti izmantotais rullīšu apvalka zoba profils: zoba profils cauri, zoba profils nav cauri, cauruma tips.
1. Pass un zobu rievu rullīši galvenokārt tiek izmantoti lopu un mājputnu materiālu granulēšanai. Caurlaides veltņu priekšrocība ir tā, ka gredzenveida matrica nodilst vienmērīgi, bet spoles veiktspēja ir slikta.
2.Zobu rievas formas spiediena veltnim ir laba spoles materiāla veiktspēja, un to parasti izmanto barības rūpnīcās, taču gredzena formas nodilums nav vienmērīgs. Zobu rievas formas spiediena veltnis ar blīvējuma malu galvenokārt ir piemērots ūdens materiālu granulēšanai. Bīdiet uz abām pusēm.