

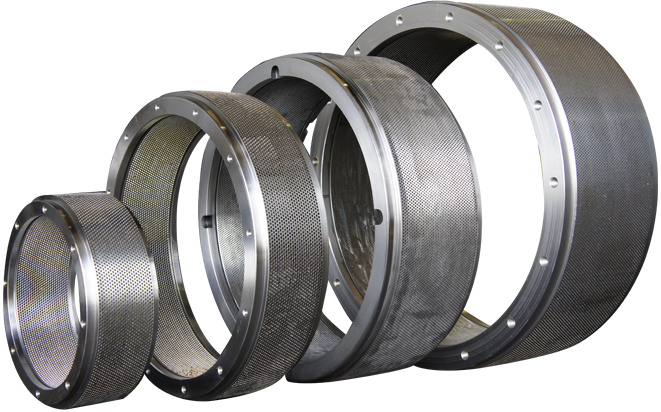
Matrica ir granulu dzirnavas galvenā sastāvdaļa. Un tā ir atslēga uzbarības granulu izgatavošana. Saskaņā ar nepilnīgu statistiku, granulu dzirnavu presēšanas zudumu izmaksas veido vairāk nekā 25% no visa ražošanas ceha uzturēšanas izmaksām. Par katru procentu punktu maksas pieaugumu jūsu tirgus konkurētspēja samazinās par 0,25%. Tāpēc granulu rūpnīcas specifikācijas ir ārkārtīgi svarīgas.
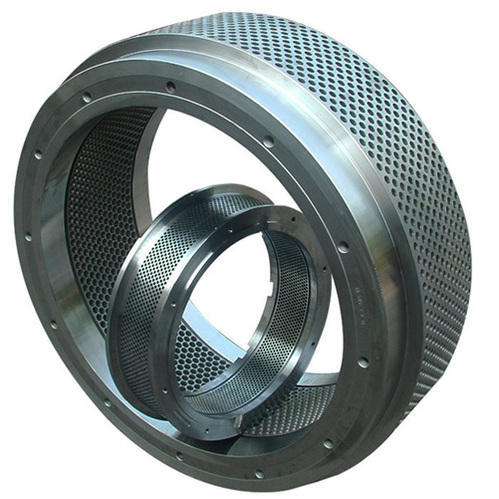
Shanghai Zhengyi (CPSHZY) ir profesionālisbarības granulu dzirnavaspiegādātājs Ķīnā. Mēs piegādājam gredzenveida granulu dzirnavas, plakanas granulu dzirnavas ungranulu dzirnavu daļas, piemēram, plakanā matrica, gredzenveida forma, granulu dzirnavu veltnis un citas granulu mašīnas daļas.
1.Granulu dzirnavu presformas materiāls
Granulu dzirnavas parasti ir izgatavotas no oglekļa tērauda, leģēta konstrukcijas tērauda vai nerūsējošā tērauda, izmantojot kalšanas, apstrādes, urbšanas caurumus un termiskās apstrādes procesus. Lietotājs var izvēlēties atbilstoši daļiņu izejmateriāla korozijai. Granulu dzirnavu veidnes materiālam jābūt izgatavotam no leģētā konstrukcijas tērauda vai nerūsējošā tērauda gredzenveida veidnes.
Oglekļa strukturālais tērauds, piemēram, 45 tērauds, tā termiskās apstrādes cietība parasti ir 45–50 HRC, tas ir zemas kvalitātes gredzenveida materiāls, tā nodilumizturība un izturība pret koroziju ir vāja, tagad būtībā likvidēta.
Leģēts strukturālais tērauds, piemēram, 40Cr, 35CrMo utt., Ar termiskās apstrādes cietību virs 50HRC un labām integrētām mehāniskām īpašībām. No šī materiāla izgatavotajai matricai ir augsta izturība un nodilumizturība, taču trūkums ir tas, ka izturība pret koroziju nav laba, it īpaši zivju barošanai.
Gredzenu presformām, kuras ir izgatavotas no materiāla, kliņģerīšu granulām, skaidām, salmu granulām u.c., cena ir daudz augstāka nekā nerūsējošā tērauda. Gan 20CrMnTi, gan 20MnCr5 ir leģēti tēraudi ar zemu karburizāciju, kas abi ir vienādi, izņemot to, ka pirmais ir Ķīnas tērauds, bet otrais - Vācijas tērauds. Tā kā Ti, ķīmiskais elements, ārzemēs ir reti pieejams, Vācijas 20MnCr5 vietā tiek izmantots 20CrMnTi vai 20CrMn no Ķīnas, tāpēc tas neietilpst leģētā konstrukcijas tērauda darbības jomā. Tomēr šī tērauda rūdīto slāni ierobežo karburēšanas process līdz maksimālajam dziļumam 1,2 mm, kas ir arī šī tērauda zemās cenas priekšrocība.
Nerūsējošā tērauda materiāli ir Vācijas nerūsējošais tērauds X46Cr13, Ķīnas nerūsējošais tērauds 4Cr13 utt. Šiem materiāliem ir labāka stingrība un stingrība, augstāka termiskās apstrādes cietība nekā karburētiem tēraudiem, rūdīti slāņi nekā karburētiem tēraudiem, kā arī laba nodilumizturība un korozija, kas nodrošina ilgāku kalpošanas laiku un izturību. dabiski augstākas cenas nekā karbonizētiem tēraudiem. Tā kā nerūsējošā tērauda presēšanas tēraudam ir ilgs kalpošanas laiks, nomaiņas biežums ir zems, tāpēc izmaksas par tonnu ir zemas.
Parasti gredzenveida granulu dzirnavu presformas materiāls ir leģētais strukturālais tērauds un nerūsējošā tērauda materiāli.
2.Granulu dzirnavu presformas kompresijas pakāpe
i=d/L
T=L+M
M ir samazinātā cauruma dziļums
Saspiešanas pakāpe (i) ir matricas cauruma diametra (d) un matricas faktiskā garuma (L) attiecība.
Atkarībā no izejmateriāla rakstura attiecība ir 8-15, lietotājs izvēlas presformas saspiešanas pakāpi un pielāgo īpašo saspiešanas pakāpi, piemēram, izvēloties nedaudz zemāku saspiešanas pakāpi, kas ir izdevīga, lai palielinātu jaudu, samazinātu kompresijas pakāpi. enerģijas patēriņš, samazina gredzenveida veidnes nodilumu, bet arī samazina daļiņu kvalitāti, piemēram, granulas nav pietiekami izturīgas, izskats ir vaļīgs un garums ir atšķirīgs, un pulvera ātrums ir augsts.

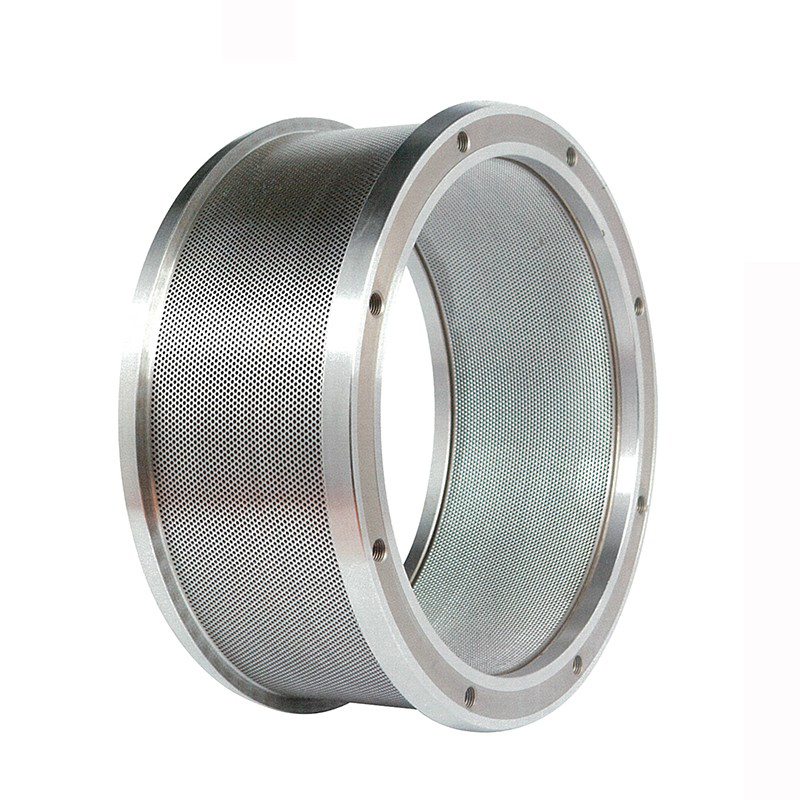
3.Gredzena formas atvēršanas ātrums
Granulu dzirnavu matricas atvēršanas ātrums ir veidnes cauruma kopējās platības attiecība pret veidnes efektīvo kopējo laukumu. Kopumā, jo lielāks ir veidnes atvēršanas ātrums, jo lielāka ir daļiņu iznākums. Pamatojoties uz priekšnoteikumu, ka tiek nodrošināta matricas izturība, gredzenveida matricas atvēršanas ātrumu var pēc iespējas uzlabot.
Dažiem izejmateriāliem, ja ir saprātīga saspiešanas pakāpe, granulu dzirnavas presformas siena ir pārāk plāna, tāpēc ar presformas izturību nepietiek, un ražošanā parādīsies eksplozijas parādība. Šajā laikā gredzenveida matricas biezums ir jāpalielina, lai nodrošinātu efektīvu matricas cauruma garumu.
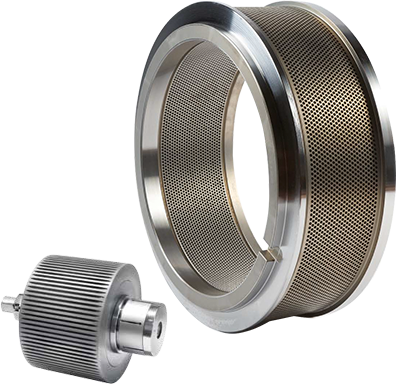
4.Atbilstība starp granulu dzirnavām un veltni
Tā ir vissvarīgākā tehnoloģija, lai uzlabotu granulēšanas efektivitāti un pagarinātu veidnes kalpošanas laiku. Tajā jāiekļauj 4 aspekti:
- Jauns gredzenveida uzgalis ar jaunu spiediena veltni, izvairieties no pārmērīgas spiediena veltņa izmantošanas.
- Atbilstoši materiālu veidam, mašīnas tipa raksturlielumiem dažādu spiediena veltņu formu izvēlei, lai panāktu vislabāko ekstrūzijas efektivitāti starp presformu un rullīti.
- Atslēga uz spraugas piemērotību ir stabilitāte, un princips ir šāds: neietekmējot spējas, mēģiniet atpūsties.
- Kontrolējiet barošanas ātrumu, pielāgojiet barošanas skrāpja garo un īso pozīciju, lai kontrolētu barošanas pozīciju, materiāla slāņa sadalījumu.
5.Granulu dzirnavu presēšanas procesa apstrāde
Gredzenveida veidņu caurumi ir ārkārtīgi prasīgi attiecībā uz apstrādes un apstrādes aprīkojumu, un nerūsējošajam tēraudam ir nepieciešamas īpašas pistoles urbji un vakuuma termiskās apstrādes iekārtas, lai ražotu augstas kvalitātes gredzenveida presformas. Lieliskais augstas temperatūras vakuuma dzēšanas process var ievērojami uzlabot tērauda stingrību, cietību, nodilumizturību, noguruma izturību un stingrību. Tomēr, lai garantētu līdzsvarotu cietības slāni katram caurumam, ir nepieciešamas augsta līmeņa apstrādes prasmes un ilga pieredze.
6.Presformas cauruma iekšējās sienas formas virsmas raupjums
Virsmas raupjums ir arī svarīgs gredzenveida formas kvalitātes rādītājs. Kopumā neliela iekšējās sienas virsmas raupjuma vērtība uzlabos piegulšanas kvalitāti, samazinās nodilumu un pagarinās gredzenveida presformas kalpošanas laiku, bet palielināsies gredzenveida formas apstrādes izmaksas.
Gredzena cauruma nelīdzenums ietekmē arī saspiešanas pakāpi un daļiņu veidošanos, kā arī ražošanas efektivitāti. Ar tādu pašu gredzenveida presēšanas pakāpi, jo zemāka ir raupjuma vērtība, jo zemāka ir koksnes šķeldas vai barības ekstrūzijas pretestība, jo vienmērīgāka ir izlāde, jo augstāka ir saražoto granulu kvalitāte un augstāka ražošanas efektivitāte. Laba gredzenveida formas caurumu apstrāde var būt līdz 0,8–1,6 mikroniem, gredzenveida formas raupjums ir aptuveni 0,8 mikroni, pareiza mašīna uz vienreizējās lietošanas materiāla, bez slīpēšanas.
