


Gofrēts rullīšu apvalks – atvērts gals
- SHH.ZHENGYI
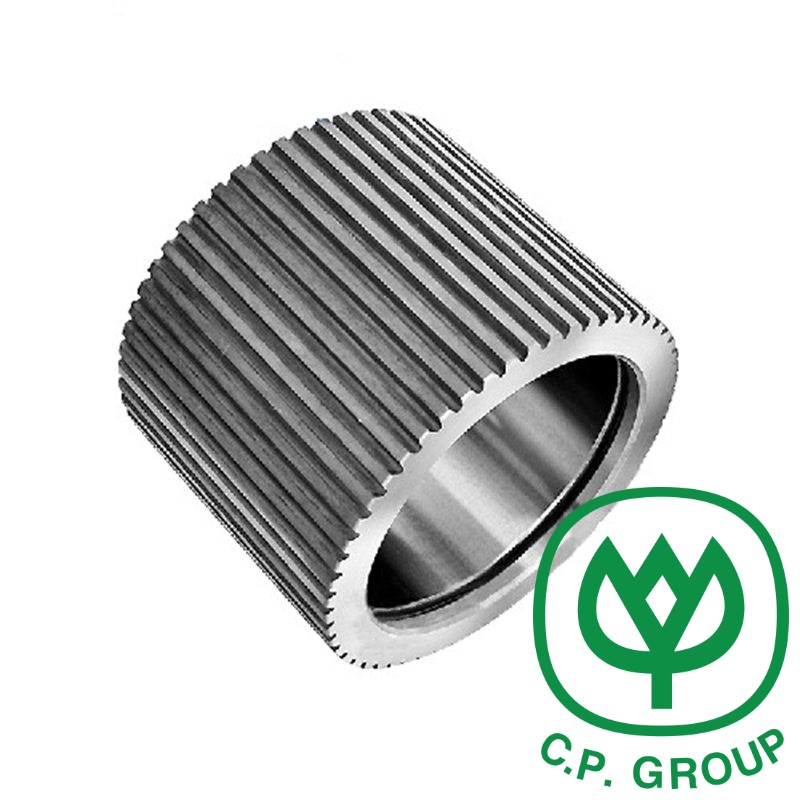
Atvērtā gala veids nozīmē, ka apvalka ārējās aploces virsmas apkārtmērā ir vairākas taisnas rievas ar vienādiem intervāliem. Taisnas rievas atrodas spiediena veltņa apvalka ārējās apkārtējās virsmas aksiālajā vidū, un to garums ir vienāds ar spiedrulla apvalka platumu.
Priekšrocības:Tas var pildīt izlīdzināšanas materiālu lomu siles virzienā. Ja spiediens ir ārkārtīgi augsts, tas var daļēji mazināt spiedienu un samazināt nodilumu starp veltni un gredzenveida uzgali. Spoles materiālam ir laba veiktspēja, un darbība ir salīdzinoši stabila.
Trūkumi:Materiāla noplūde ir vienkārša abos galos, radot zaudējumus; gredzena matricas nodilums būs nevienmērīgs.
Veltņa apvalks ir viena no galvenajām granulu dzirnavu darba daļām. Izmanto dažādu biodegvielas granulu, dzīvnieku barības un citu granulu apstrādei. Izmantojot augstas nodilumizturības leģēto tēraudu (20MnCr5), karburējošu termisko apstrādi, vienmērīgu cietību. Kalpošanas laiks ir ilgs, un ir dažāda veida struktūras, piemēram, zoba formas cauri, zoba formas bloķētas un cauruma formas. Presēšanas veltņa daļa ir izgatavota no iekšējās ekscentriskās vārpstas un citām detaļām ar precīziem izmēriem, kas ir ērti pielāgot attālumu starp presēšanas rullīti un gredzenveida veidni atbilstoši lietotāja ražošanas prasībām, un to ir viegli salocīt un uzstādīt, un tas ir ir viegli nomainīt presēšanas veltņa apvalku.
Piesardzības pasākumi:
1. Pareizi izvēlieties atbilstošo urbuma saspiešanas pakāpi;
2. Pareizi noregulējiet darba atstarpi starp gredzenveida matricu un spiedrulli, lai tā būtu no 0,1 līdz 0,3 mm (spiedveltnis tiek darbināts ar gredzenveida matricu pēc tam, kad jaunais granulators ir ieslēgts tādā stāvoklī, kas ir “tāpat kā rotējošs, bet ne rotējošs”). ;
3. Jaunais gredzenveida uzgalis ir jāizmanto kopā ar jaunu spiediena veltni, un spiediena veltnis un gredzenveida uzgalis pirms tam ir jāatvieno un pēc tam jāpievelk. Kad abās spiedrullīša pusēs parādās asi stūri, spiedrulla atloks ir savlaicīgi jāizlīdzina ar rokas slīpmašīnu, lai veicinātu labu pieslēgšanos starp spiedrulli un gredzenveida matricu;
4. Pirms granulēšanas izejmateriālam ir jāveic iepriekšēja tīrīšana un magnētiskā atdalīšana, lai samazinātu dzelzs presēšanu veidnes caurumā. Un regulāri pārbaudīt presformas caurumu, lai redzētu, vai nav aizsprostojuma. Laicīgi izduriet vai izurbiet bloķēto veidnes caurumu;
5. Jāsalabo gredzenveida matricas vadošā konusa atveres plastiskā deformācija. Veicot remontu, jāņem vērā, ka gredzenveida veidnes darba iekšējās virsmas zemākajai daļai jābūt 2 mm augstākai par pārvietošanās rievas apakšējo daļu, un pēc remonta joprojām ir vieta spiediena veltņa ekscentriskās vārpstas regulēšanai. gredzenveida matrica ir jānodod metāllūžņos;
6. Spiediena veltņa apvalks ir izgatavots no nodilumizturīga sakausējuma materiāla ar zelta apstrādi un termisko apstrādi. Spiediena veltņa apvalka zoba virsmas formai ir noteikta ietekme uz granulēšanas veiktspēju.