

Štampas yra pagrindinė granulių gamyklos sudedamoji dalis. Ir tai yra raktas įpašarų granulių gamyba. Remiantis neišsamia statistika, granulių gamyklos štampų nuostolių kaina sudaro daugiau nei 25% viso gamybos cecho priežiūros išlaidų. Kaskart padidinus mokesčius procentiniu punktu, jūsų rinkos konkurencingumas sumažėja 0,25%. Taigi granulių gamyklos specifikacijos yra labai svarbios.
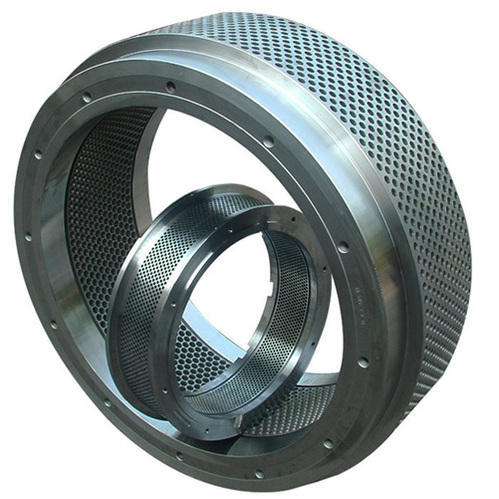
Shanghai Zhengyi (CPSHZY) yra profesionalaspašarų granulių malūnastiekėjas Kinijoje. Mes tiekiame žiedinį granulių malūną, plokščią granulių malūną irgranulių malūno dalys, pavyzdžiui, plokščias štampas, žiedinis štampas, granulių malūno volas ir kitos granulių mašinos dalys.
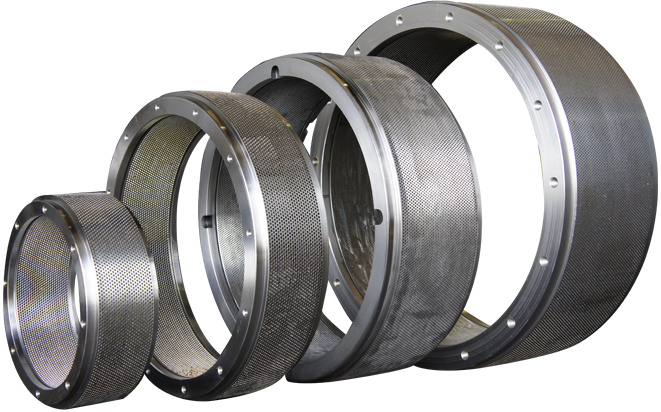
1.Granulių malūno štampavimo medžiaga
Granulių staklės paprastai gaminamos iš anglinio plieno, legiruotojo konstrukcinio plieno arba nerūdijančio plieno, kalimo, apdirbimo, gręžimo ir terminio apdorojimo būdu. Vartotojas gali pasirinkti pagal dalelių žaliavos koroziją. Granulių malūno štampavimo medžiaga turėtų būti pagaminta iš legiruotojo konstrukcijos plieno arba nerūdijančio plieno žiedinės formos.
Anglies konstrukcinis plienas, pvz., 45 plienas, jo terminio apdorojimo kietumas paprastai yra 45–50 HRC, tai žemos kokybės žiedinė medžiaga, jo atsparumas dilimui ir atsparumas korozijai yra prastas, dabar iš esmės pašalintas.
Legiruotasis konstrukcinis plienas, pvz., 40Cr, 35CrMo ir tt, kurio terminio apdorojimo kietumas didesnis nei 50HRC ir geros integruotos mechaninės savybės. Iš šios medžiagos pagamintas štampas pasižymi dideliu stiprumu ir atsparumu dilimui, tačiau trūkumas yra tas, kad atsparumas korozijai nėra geras, ypač žuvims šerti.
Žiedinių štampų, kurie gaminami iš medžiagos, medetkų granulių, medžio drožlių, šiaudų granulių ir kt., kaina yra daug didesnė nei nerūdijančio plieno. Tiek 20CrMnTi, tiek 20MnCr5 yra mažai angliavandenių turintis legiruotasis plienas, kurie abu yra vienodi, išskyrus tai, kad pirmasis yra kiniškas, o antrasis – vokiškas plienas. Kadangi Ti, cheminio elemento, retai galima įsigyti užsienyje, vietoj 20MnCr5 iš Vokietijos naudojamas 20CrMnTi arba 20CrMn iš Kinijos, todėl jis nepatenka į legiruotojo konstrukcinio plieno apimtį. Tačiau grūdintas šio plieno sluoksnis karbonizavimo proceso metu yra apribotas iki maksimalaus 1,2 mm gylio, o tai taip pat yra mažos šio plieno kainos pranašumas.
Iš nerūdijančio plieno medžiagų yra Vokietijos nerūdijantis plienas X46Cr13, Kinijos nerūdijantis plienas 4Cr13 ir kt. Šios medžiagos pasižymi didesniu standumu ir kietumu, didesniu terminio apdorojimo kietumu nei karbonizuotas plienas, grūdinto sluoksniai nei karbonizuoti plienai, geras atsparumas nusidėvėjimui ir korozijai, todėl ilgesnis tarnavimo laikas. natūraliai didesnės kainos nei karbonizuoto plieno. Dėl ilgo nerūdijančio plieno štampo naudojimo trukmės, keitimo dažnis yra mažas, todėl tonos kaina yra maža.
Paprastai žiedinių granulių gamyklos štampavimo medžiaga yra legiruotojo konstrukcinio plieno ir nerūdijančio plieno medžiagos.
2.Granulių malūno preso suspaudimo laipsnis
i=d/L
T = L + M
M yra sumažintos skylės gylis
Suspaudimo laipsnis (i) yra štampavimo angos skersmens (d) ir efektyviojo štampėlio ilgio (L) santykis.
Atsižvelgiant į žaliavos pobūdį, santykis yra 8-15, vartotojas pasirenka štampo suspaudimo laipsnį ir koreguoja konkretų suspaudimo laipsnį, pavyzdžiui, pasirenka šiek tiek mažesnį suspaudimo laipsnį, kuris yra naudingas norint padidinti našumą, sumažinti energijos suvartojimas, sumažinkite žiedinės formos susidėvėjimą, bet taip pat sumažinkite dalelių kokybę, pavyzdžiui, granulės nėra pakankamai stiprios, išvaizda yra laisva ir ilgis skiriasi, o miltelių greitis yra didelis.

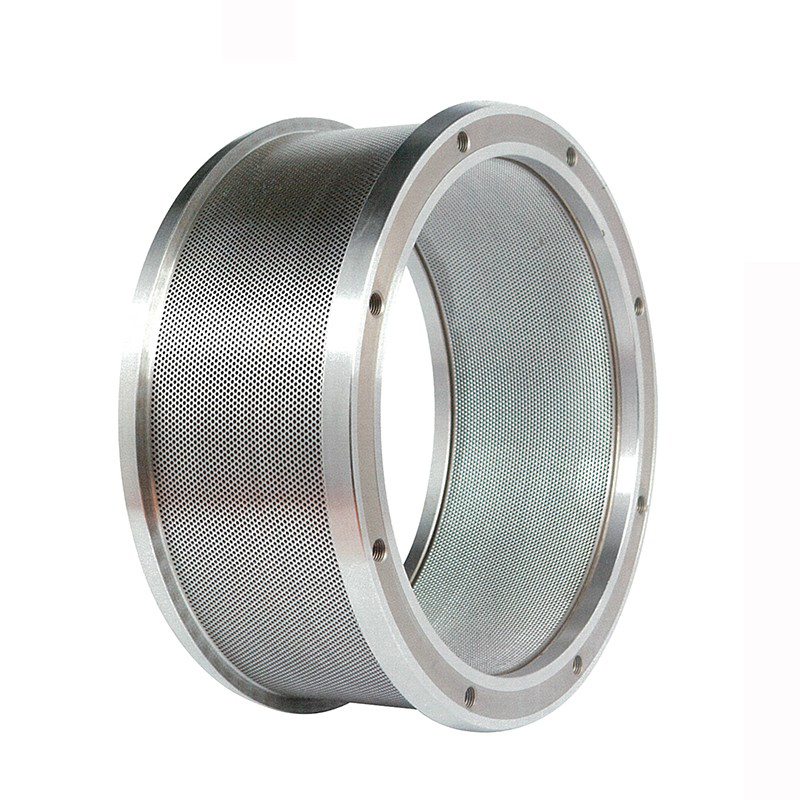
3.Žiedo antgalio atidarymo greitis
Granulių malūno matricos atidarymo greitis yra viso štampavimo angos ploto ir efektyviojo bendro matricos ploto santykis. Apskritai, kuo didesnis štampo atidarymo greitis, tuo didesnė dalelių išeiga. Atsižvelgiant į prielaidą, kad bus užtikrintas štampo stiprumas, žiedinio štampo atidarymo greitis gali būti kiek įmanoma pagerintas.
Kai kurių žaliavų atveju, esant pagrįstam suspaudimo laipsniui, granulių malūno štampavimo sienelė yra per plona, todėl štampavimo stiprumo nepakanka, o gamyboje atsiras sprogstančio štampai. Šiuo metu žiedinio štampo storis turėtų būti padidintas, siekiant užtikrinti efektyvų štampo skylės ilgį.
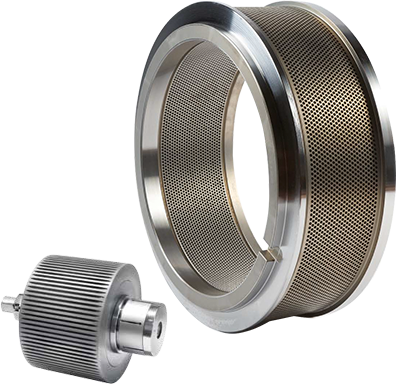
4.Granulių malūno štampo ir volo suderinimas
Tai pati svarbiausia technologija, skirta pagerinti granuliavimo efektyvumą ir pratęsti štampo tarnavimo laiką. Tai turėtų apimti 4 aspektus:
- Naujas žiedinis antgalis su nauju slėgio voleliu, venkite pernelyg didelio slėgio volo naudojimo.
- Atsižvelgiant į medžiagų pobūdį, įvairių formų slėgio ritinėlio pasirinkimo mašinos tipo charakteristikas, kad būtų pasiektas geriausias ekstruzijos efektyvumas tarp štampo ir ritinio.
- Raktas į tarpą yra stabilumas, o principas yra toks: nepakenkdami pajėgumui, stenkitės atsipalaiduoti.
- Valdykite tiekimo greitį, reguliuokite ilgąją ir trumpąją padavimo grandiklio padėtį, kad galėtumėte valdyti padavimo padėtį, medžiagos sluoksnio pasiskirstymą.
5.Granulių malūno štampavimo procesas
Žiedinių štampų angos yra labai reikli apdirbimo ir apdorojimo įrangai, o nerūdijančiam plienui pagaminti reikalingi specialūs pistoleto grąžtai ir vakuuminio terminio apdorojimo įranga, kad būtų galima pagaminti aukštos kokybės žiedinius štampus. Puikus aukštos temperatūros vakuuminio gesinimo procesas gali žymiai pagerinti plieno standumą, kietumą, atsparumą dilimui, atsparumą nuovargiui ir kietumą. Tačiau norint užtikrinti subalansuotą kietumo sluoksnį kiekvienai štampavimo skylei, reikia aukšto lygio apdorojimo įgūdžių ir ilgametės patirties.
6.Matricos angos vidinės sienelės štampo paviršiaus šiurkštumas
Paviršiaus šiurkštumas taip pat yra svarbus žiedinio štampo kokybės rodiklis. Apskritai, nedidelė vidinio sienelės paviršiaus šiurkštumo vertė pagerins tvirtinimo kokybę, sumažins susidėvėjimą ir pailgins žiedinio štampo tarnavimo laiką, tačiau padidės žiedinio štampo apdorojimo sąnaudos.
Žiedo skylės šiurkštumas taip pat turi įtakos suspaudimo laipsniui ir dalelių formavimuisi, taip pat gamybos efektyvumui. Esant tokiam pačiam žiedinio matricos suspaudimo laipsniui, kuo mažesnė šiurkštumo vertė, tuo mažesnis medienos drožlių ar pašarų atsparumas išspaudimui, tuo sklandesnis išleidimas, tuo aukštesnė gaminamų granulių kokybė ir didesnis gamybos efektyvumas. Geras žiedinio štampo skylės apdorojimas gali būti iki 0,8–1,6 mikrono, žiedinio štampo šiurkštumas yra apie 0,8 mikrono, tinkama mašina ant vienkartinės medžiagos, be šlifavimo.
