


SZLH 시리즈 펠렛 밀 링 다이
- SHH.ZHENGYI
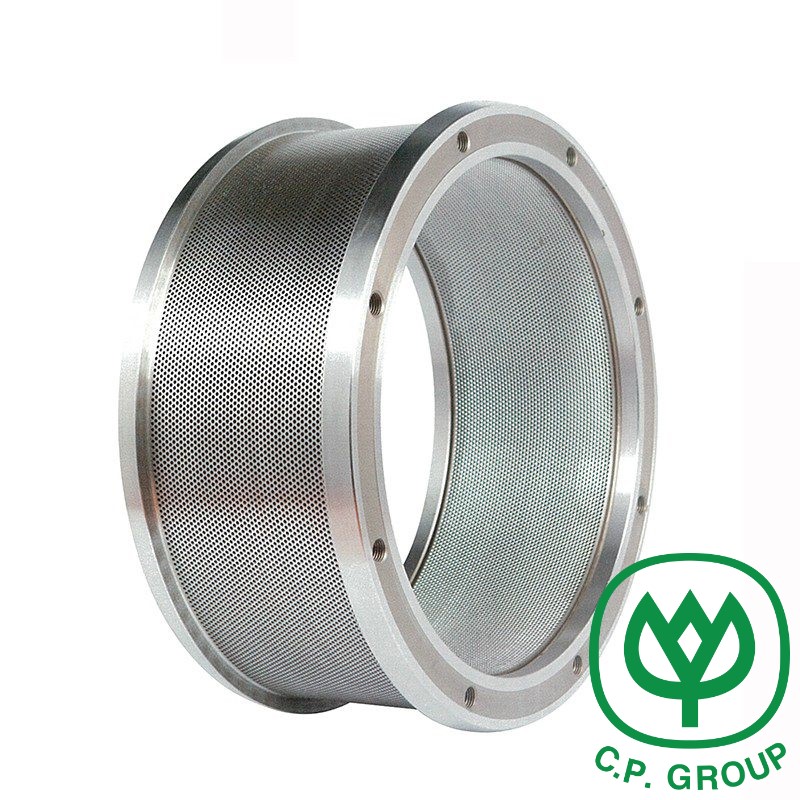
1. 고품질 원료, 2차 제강, 탈기 빌렛을 선택합니다.
2.링 다이 재료: X46Cr13 / 4Cr13 (스테인리스 강), 42Crmo / 20CrMnTi (합금강) 또는 기타 맞춤형 재료;
3. 수입 건 드릴 및 멀티 스테이션 드릴, 일회성 다이 구멍 성형, 고품질 마감, 피드 생산, 아름다운 외관 및 높은 출력;
4. 긴 서비스 수명을 보장하기 위해 진공로와 연속 담금질로의 조합을 선택하십시오.
5. 고객의 원칙과 요구 사항에 따라 압축비와 강도를 설계합니다.
6. 제품 품질을 보장하기 위한 현미경 검사;
42Crmo / 20CrMnTi 합금강 링 다이 가공 기술:
절단→단조→노멀라이징→황삭→템퍼링→마무리→드릴링(확장) 구멍→침탄→연삭→(산화층 제외) →압력 테스트→(인 부동태화)→방청유 코팅→옵션 확인 및 저장;
X46Cr13 / 4Cr13 스테인레스 스틸 링 다이 가공 기술:
절단→단조→황삭→노멀라이징→마감→담금질 및 템퍼링→ › 마무리→드릴링 구멍→질화→연마→압력 테스트→ 코팅 저항→녹슨 오일→옵션을 확인하고 저장합니다.
| 일련번호 | 모델 | 크기 OD*ID*전체 너비*패드 너비 -mm | 구멍 크기 mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
계단형 롤러 쉘
롤러 쉘은 펠렛 밀의 주요 작동 부품 중 하나입니다. 다양한 바이오 연료 펠렛, 동물 사료 및 기타 펠릿을 처리하는 데 사용됩니다. 내마모성이 높은 합금강(40Cr, 20Crmnti, Gcr15) 사용, 침탄열처리, 균일한 경도. 수명이 길고, 치아형 관통형, 치아형 막힘형, 구멍형 등 다양한 유형의 구조가 있습니다. 프레싱 롤러 부분은 내부 편심 샤프트와 정확한 치수의 기타 부품으로 구성되어 사용자의 생산 요구 사항에 따라 프레싱 롤러와 링 다이 사이의 거리를 조정하는 것이 편리하고 접고 설치하기 쉽습니다. 프레싱 롤러 쉘을 교체하기 쉽습니다.
지침:
1. 적절한 다이 홀 압축비를 올바르게 선택하십시오.
2. 링 다이와 압력 롤러 사이의 작업 간격을 0.1~0.3mm 사이로 올바르게 조정합니다. (압력 롤러는 새 제립기가 "회전하지만 회전하지 않는" 상태로 켜진 후 링 다이에 의해 구동됩니다) ;
3. 새 링 다이는 새 압력 롤러와 함께 사용해야 하며, 압력 롤러와 링 다이는 풀기 전에 느슨하게 한 다음 조여야 합니다. 가압 롤러의 양쪽에 날카로운 모서리가 나타나면 가압 롤러의 플랜지를 핸드 그라인더로 제때에 부드럽게 다듬어 가압 롤러와 링 다이 사이가 잘 맞도록 해야 합니다.
4. 철이 다이 구멍으로 눌리는 것을 줄이기 위해 원료는 펠리타이저 전에 예비 세척 및 자기 분리를 거쳐야 합니다. 그리고 정기적으로 다이 구멍을 점검하여 막힌 부분이 있는지 확인하십시오. 막힌 금형 구멍을 적시에 펀치 아웃하거나 드릴 아웃합니다.
5. 링 다이의 가이드 콘 구멍의 소성 변형을 수리해야 합니다. 수리할 때 링 다이 작업 내부 표면의 가장 낮은 부분은 오버트래블 홈 바닥보다 2mm 높아야 하며 수리 후 압력 롤러의 편심 샤프트를 조정할 수 있는 공간이 여전히 남아 있어야 합니다. 그렇지 않으면, 링 다이를 폐기해야 합니다.
6. 압력 롤러 쉘은 금 가공 및 열처리를 통해 내마모성 합금 소재로 만들어졌습니다. 압력 롤러 쉘의 치면 형태는 과립화 성능에 일정한 영향을 미칩니다.
일반적으로 사용되는 롤러 쉘 치형 프로파일: 유형을 통한 치형 프로파일, 유형을 통과하지 않는 치형 프로파일, 구멍 유형.
1. 패스 및 톱니 홈 롤러는 주로 가축 및 가금류 재료를 펠릿화하는 데 사용됩니다. 패스 롤러의 장점은 링 다이가 고르게 마모되지만 코일 성능이 좋지 않다는 것입니다.
2. 치아 홈 모양 압력 롤러는 코일 재료 성능이 좋고 사료 공장에서 일반적으로 사용되지만 링 다이의 마모는 균일하지 않습니다. 밀봉 가장자리가 있는 톱니 홈 모양의 압력 롤러는 주로 수생 물질의 펠릿화에 적합합니다. 양쪽으로 밀어보세요.
나선형 롤러 쉘
롤러 쉘은 펠렛 밀의 주요 작동 부품 중 하나입니다. 다양한 바이오 연료 펠렛, 동물 사료 및 기타 펠릿을 처리하는 데 사용됩니다. 내마모성이 높은 합금강(40Cr, 20Crmnti, Gcr15) 사용, 침탄열처리, 균일한 경도. 수명이 길고, 치아형 관통형, 치아형 막힘형, 구멍형 등 다양한 유형의 구조가 있습니다. 프레싱 롤러 부분은 내부 편심 샤프트와 정확한 치수의 기타 부품으로 구성되어 사용자의 생산 요구 사항에 따라 프레싱 롤러와 링 다이 사이의 거리를 조정하는 것이 편리하고 접고 설치하기 쉽습니다. 프레싱 롤러 쉘을 교체하기 쉽습니다.
지침:
1. 적절한 다이 홀 압축비를 올바르게 선택하십시오.
2. 링 다이와 압력 롤러 사이의 작업 간격을 0.1~0.3mm 사이로 올바르게 조정합니다. (압력 롤러는 새 제립기가 "회전하지만 회전하지 않는" 상태로 켜진 후 링 다이에 의해 구동됩니다) ;
3. 새 링 다이는 새 압력 롤러와 함께 사용해야 하며, 압력 롤러와 링 다이는 풀기 전에 느슨하게 한 다음 조여야 합니다. 가압 롤러의 양쪽에 날카로운 모서리가 나타나면 가압 롤러의 플랜지를 핸드 그라인더로 제때에 부드럽게 다듬어 가압 롤러와 링 다이 사이가 잘 맞도록 해야 합니다.
4. 철이 다이 구멍으로 눌리는 것을 줄이기 위해 원료는 펠리타이저 전에 예비 세척 및 자기 분리를 거쳐야 합니다. 그리고 정기적으로 다이 구멍을 점검하여 막힌 부분이 있는지 확인하십시오. 막힌 금형 구멍을 적시에 펀치 아웃하거나 드릴 아웃합니다.
5. 링 다이의 가이드 콘 구멍의 소성 변형을 수리해야 합니다. 수리할 때 링 다이 작업 내부 표면의 가장 낮은 부분은 오버트래블 홈 바닥보다 2mm 높아야 하며 수리 후 압력 롤러의 편심 샤프트를 조정할 수 있는 공간이 여전히 남아 있어야 합니다. 그렇지 않으면, 링 다이를 폐기해야 합니다.
6. 압력 롤러 쉘은 금 가공 및 열처리를 통해 내마모성 합금 소재로 만들어졌습니다. 압력 롤러 쉘의 치면 형태는 과립화 성능에 일정한 영향을 미칩니다.
일반적으로 사용되는 롤러 쉘 치형 프로파일: 유형을 통한 치형 프로파일, 유형을 통과하지 않는 치형 프로파일, 구멍 유형.
1. 패스 및 톱니 홈 롤러는 주로 가축 및 가금류 재료를 펠릿화하는 데 사용됩니다. 패스 롤러의 장점은 링 다이가 고르게 마모되지만 코일 성능이 좋지 않다는 것입니다.
2. 치아 홈 모양 압력 롤러는 코일 재료 성능이 좋고 사료 공장에서 일반적으로 사용되지만 링 다이의 마모는 균일하지 않습니다. 밀봉 가장자리가 있는 톱니 홈 모양의 압력 롤러는 주로 수생 물질의 펠릿화에 적합합니다. 양쪽으로 밀어보세요.