ಪೆಲೆಟ್ ಗಿರಣಿ ಬಿಡಿ ಭಾಗಗಳಿಗೆ PTN ಸರಣಿಯ ರಿಂಗ್ ಡೈ ತಯಾರಕರು
- SHH.ZHENGYI
● PTN ಸರಣಿಯ ರಿಂಗ್ ಡೈ
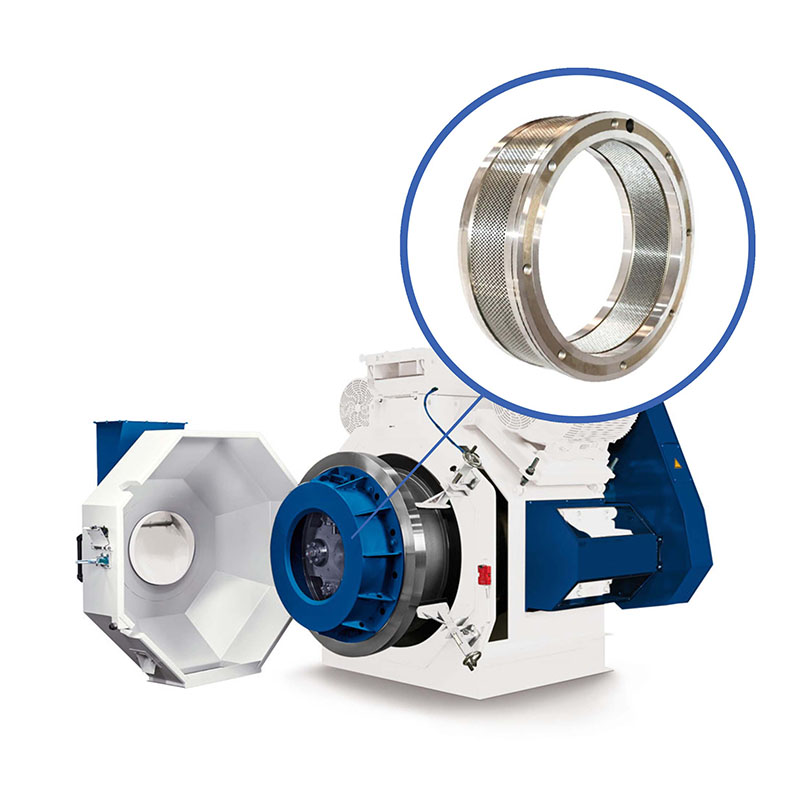

PTN ಪೆಲೆಟ್ ಗಿರಣಿ ಸರಣಿಯ ರಿಂಗ್ ಡೈ ಅನ್ನು ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಮಿಶ್ರಲೋಹ ಉಕ್ಕು ಅಥವಾ ಉನ್ನತ-ಕ್ರೋಮಿಯಂ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ (ಜರ್ಮನ್ ಸ್ಟ್ಯಾಂಡರ್ಡ್ X46cr13) ನಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಮುನ್ನುಗ್ಗುವಿಕೆ, ಕತ್ತರಿಸುವುದು, ಕೊರೆಯುವುದು, ಶಾಖ ಚಿಕಿತ್ಸೆ ಮತ್ತು ಇತರ ಪ್ರಕ್ರಿಯೆಗಳ ಮೂಲಕ ಇದನ್ನು ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ. ಕಟ್ಟುನಿಟ್ಟಾದ ಉತ್ಪಾದನಾ ನಿರ್ವಹಣೆ ಮತ್ತು ಗುಣಮಟ್ಟದ ವ್ಯವಸ್ಥೆಯ ಮೂಲಕ, ಉತ್ಪಾದನಾ ರಿಂಗ್ ಡೈನ ಗಡಸುತನ, ಡೈ ಹೋಲ್ ಏಕರೂಪತೆ ಮತ್ತು ಡೈ ಹೋಲ್ ಮುಕ್ತಾಯವು ಉತ್ತಮ ಗುಣಮಟ್ಟವನ್ನು ತಲುಪಿದೆ.
ಪ್ಯಾರಾಮೀಟರ್
| ಎಸ್/ಎನ್ | ಮಾದರಿ | ಗಾತ್ರOD * ID * ಒಟ್ಟಾರೆ ಅಗಲ * ಪ್ಯಾಡ್ ಅಗಲ -mm | ರಂಧ್ರದ ಗಾತ್ರmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
ಅಸಹಜ ಪರಿಸ್ಥಿತಿಯ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಶಿಫಾರಸು ಮಾಡಿದ ಸುಧಾರಣೆಗಳು
ಮುರಿದ ಕಾರಣ ವಿಶ್ಲೇಷಣೆ (ಸಾಮಾನ್ಯವಾಗಿ ಸಂಭವಿಸಿದೆ
ಸಣ್ಣ ಉದ್ಯಮಗಳ ನಿರಂತರ ಎರಕ)
1. ಡ್ರೈವ್ ವೀಲ್ ಹೊಂದಾಣಿಕೆಯ ಮೇಲ್ಮೈಯಿಂದ ಮುರಿದು ಸಾಯುತ್ತದೆ
2. ಡೈ ಲೈನಿಂಗ್ ರಿಂಗ್ ಧರಿಸಿ ಮತ್ತು ವಿರೂಪಗೊಳಿಸುವುದರಿಂದ ಮುರಿದು ಸಾಯುತ್ತದೆ.
3. ಡ್ರೈವಿಂಗ್ ಕೀಲಿಯನ್ನು ಎಚ್ಚರಿಸುವ ಮೂಲಕ ಮುರಿದು ಸಾಯಿರಿ.
4. ಡಿ-ಇಸ್ತ್ರಿ ಮಾಡುವ ಸಾಧನದ ದುರ್ಬಲಗೊಳಿಸುವ ಪರಿಣಾಮಕ್ಕಾಗಿ ಡೈ ಮೇಲ್ಮೈಯಲ್ಲಿ ಇಂಡೆಂಟೇಶನ್ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ ಮತ್ತು ನಂತರ ಡೈ ಅನ್ನು ಕ್ರ್ಯಾಕ್ ಮಾಡಲು ಕಾರಣವಾಗುತ್ತದೆ.
5. ಡೈ ಮತ್ತು ಕಂಪ್ರೆಷನ್ ರೋಲರ್ ನಡುವೆ ಸಣ್ಣ ತೆರೆಯುವಿಕೆ.
6. ಸಣ್ಣ ಕಂಪ್ರೆಷನ್ ಅನುಪಾತದಿಂದ ಮುರಿದು ಸಾಯುತ್ತದೆ, ಸಣ್ಣ ವ್ಯಾಸದ ಮೀನು ಫೀಡ್ ಒತ್ತಡ-ಪರಿಹಾರ ತೆರಪಿನ ಇಲ್ಲದೆ ಸಾಯುತ್ತದೆ.
| ಸಂ. | ಗೋಚರತೆ | ಕಾರಣಗಳು | ಪರಿಹಾರಗಳು |
| 1 | ಕಣಗಳ ಬಾಗುವಿಕೆ, ಬಿರುಕುಗಳೊಂದಿಗೆ |
| |
| 2 | ಅಡ್ಡ ಕ್ರ್ಯಾಕ್ನೊಂದಿಗೆ |
| |
| 3 | ಲಂಬ ಬಿರುಕುಗಳು |
| |
| 4 | ವಿಕಿರಣ ಬಿರುಕುಗಳು | ದೊಡ್ಡ ಕಣಗಳು ಅಸ್ತಿತ್ವದಲ್ಲಿವೆ (ಅರ್ಧ ಓರ್ನ್ ಅಥವಾ ಸಂಪೂರ್ಣ ಕಾರ್ನ್ಗಳು ಉಳಿದಿವೆ) | ಕಚ್ಚಾ ವಸ್ತುಗಳ ಸೂಕ್ಷ್ಮತೆಯನ್ನು ನಿಯಂತ್ರಿಸಿ, ಗ್ರೈಂಡಿಂಗ್ ಸಮತೆಯನ್ನು ಹೆಚ್ಚಿಸಿ. |
| 5 | ಮೇಲ್ಮೈ ಅಸಮತೆ |
| |
| 6. | ಗುಳಿಗೆಯಂತೆ ಮೀಸೆ | ತುಂಬಾ ಉಗಿ ಮತ್ತು ತುಂಬಾ ದೊಡ್ಡ ಒತ್ತಡ, ಡೈ ಬಿಟ್ಟಾಗ ಪೆಲೆಟ್ ಬಿರುಕುಗಳು. | 1. ಹಬೆಯ ಒತ್ತಡವನ್ನು ಕಡಿಮೆ ಮಾಡಿ, ಕಂಡೀಷನಿಂಗ್ಗಾಗಿ ಕಡಿಮೆ ಒತ್ತಡದ ಉಗಿ (15 - 20psi) ಬಳಸಿ. 2. ಕಡಿಮೆಗೊಳಿಸುವ ಕವಾಟದ ಸ್ಥಾನವನ್ನು ಪರಿಶೀಲಿಸಿ. |