

Қалып түйіршіктер диірменінің негізгі құрамдас бөлігі болып табылады. Және бұл кілтжем түйіршіктерін жасау. Толық емес статистикалық мәліметтерге сәйкес, түйіршіктер диірменінің шығыны бүкіл өндірістік цехтың техникалық қызмет көрсету құнының 25% -дан астамын құрайды. Төлемдердің әрбір пайыздық тармаққа өсуі үшін сіздің нарықтағы бәсекеге қабілеттілігіңіз 0,25%-ға төмендейді. Сондықтан түйіршіктер диірменінің сипаттамалары өте маңызды.
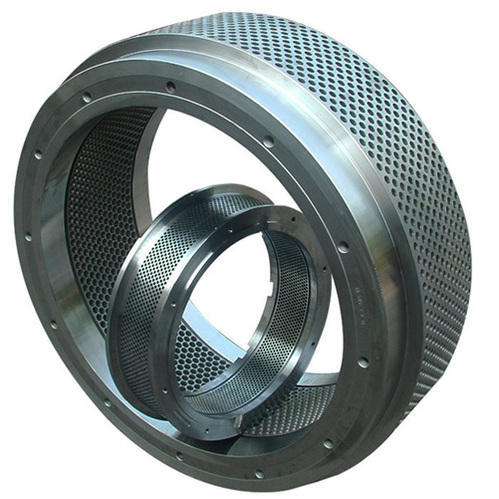
Шанхай Чжэнги (ЦПШЗЫ) кәсіпқойжемдік түйіршіктер диірменіҚытайдағы жеткізуші. Біз сақиналы пішінді түйіршіктер диірменін, тегіс пеллет диірменін жәнетүйіршіктер диірмен бөліктері, мысалы, тегіс матрица, сақиналы матрица, түйіршіктер диірменінің роликтері және түйіршіктер машинасының басқа бөліктері.
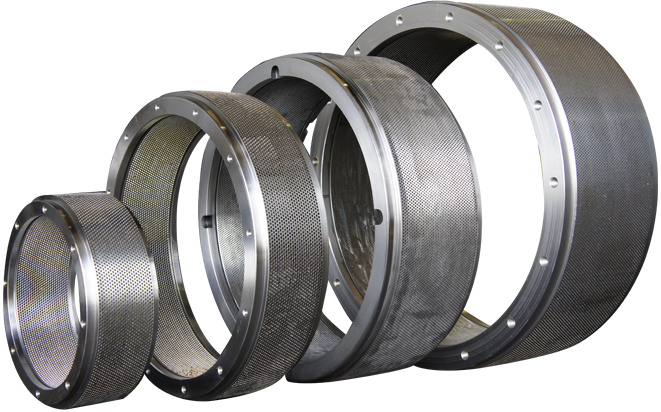
1.Пеллет диірменінің материалы
Пеллет диірмені әдетте соғу, өңдеу, бұрғылау тесіктері және термиялық өңдеу процестері арқылы көміртекті болаттан, легірленген құрылымдық болаттан немесе тот баспайтын болаттан жасалады. Пайдаланушы бөлшектердің шикізатының коррозиясына қарай таңдай алады. Пеллет диірменінің материалы легирленген құрылымды болаттан немесе тот баспайтын болаттан жасалған сақиналы қалыптан жасалған болуы керек.
Көміртекті құрылымдық болат, мысалы, 45 болат, оның термиялық өңдеу қаттылығы әдетте 45-50 HRC болып табылады, бұл төмен сұрыпты сақина материалы, оның тозуға төзімділігі мен коррозияға төзімділігі нашар, қазір негізінен жойылады.
40Cr, 35CrMo және т.б. сияқты легирленген құрылымдық болат, термиялық өңдеудің қаттылығы 50HRC жоғары және жақсы біріктірілген механикалық қасиеттері бар. Бұл материалдан жасалған матрицаның беріктігі мен тозуға төзімділігі жоғары, бірақ кемшілігі - коррозияға төзімділігі жақсы емес, әсіресе балықты азықтандыру үшін.
Материалдан, мариголд түйіршіктерінен, ағаш үгінділерінен, сабан түйіршіктерінен және т.б. жасалған сақина матрицалардың бағасы баспайтын болаттан әлдеқайда жоғары. 20CrMnTi және 20MnCr5 екеуі де төмен көміртекті легирленген болаттар, олардың екеуі де бірдей, тек біріншісі қытайлық болат, екіншісі неміс болаты. Химиялық элемент Ti шетелде сирек кездесетіндіктен, Германиядан 20MnCr5 орнына Қытайдан 20CrMnTi немесе 20CrMn пайдаланылады, сондықтан ол легирленген конструкциялық болаттың аясына жатпайды. Дегенмен, бұл болаттың шыңдалған қабаты карбюризация процесі арқылы максималды 1,2 мм тереңдікке дейін шектеледі, бұл да осы болаттың төмен бағасының артықшылығы болып табылады.
Тот баспайтын болаттан жасалған материалдарға неміс баспайтын болат X46Cr13, Қытай тот баспайтын болат 4Cr13 және т.б. жатады. Бұл материалдардың қаттылығы мен қаттылығы, термиялық өңдеудің қаттылығы карбюрленген болаттарға қарағанда жоғары, қатайтылған қабаттары көміртекті болаттарға қарағанда, сондай-ақ жақсы тозуға және коррозияға төзімділікке ие, нәтижесінде қызмет ету мерзімі ұзарады және көміртекті болаттарға қарағанда табиғи түрде жоғары баға. Тот баспайтын болаттан жасалған болаттың ұзақ қызмет ету мерзіміне байланысты ауыстыру жиілігі төмен, сондықтан бір тоннаның құны төмен.
Әдетте, сақиналы пішінді түйіршіктер диірменіне арналған материал легирленген құрылымдық болат және тот баспайтын болаттан жасалған материалдар болып табылады.
2.Пеллет диірменінің сығымдау коэффициенті
i=d/L
T=L+M
M – кішірейтілген тесіктің тереңдігі
Сығымдау коэффициенті (i) штамп саңылауының диаметрі (d) мен қалыптың тиімді ұзындығының (L) қатынасы.
Шикізаттың табиғатына сәйкес арақатынас 8-15 құрайды, пайдаланушы қалыптың қысу коэффициентін таңдайды және белгілі бір қысу коэффициентін реттейді, мысалы, өнімділікті арттыруға, өнімді азайтуға пайдалы, сәл төменірек қысу коэффициентін таңдау. энергияны тұтыну, сақиналы қалыптың тозуын азайтады, сонымен қатар түйіршіктер жеткілікті күшті емес, сыртқы түрі бос және ұзындығы әртүрлі, ұнтақ жылдамдығы сияқты бөлшектердің сапасын төмендетеді. жоғары.

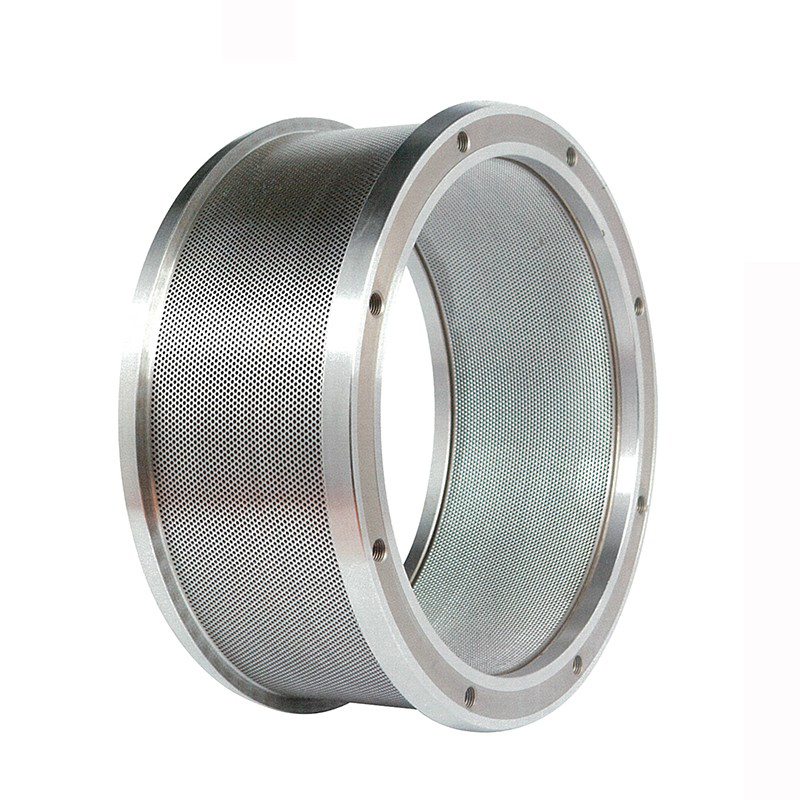
3.Сақинаның ашылу жылдамдығы
Түйіршіктер диірменінің ашылу жылдамдығы - штамп саңылауының жалпы алаңының қалыптың тиімді жалпы ауданына қатынасы. Жалпы, матрицаның ашылу жылдамдығы неғұрлым жоғары болса, соғұрлым бөлшектердің шығуы жоғары болады. Қалыптың беріктігін қамтамасыз ету шартында сақинаның ашылу жылдамдығын мүмкіндігінше жақсартуға болады.
Кейбір шикізаттар үшін қолайлы қысу коэффициенті жағдайында түйіршік диірменінің қабырғасы тым жұқа, сондықтан қалыптың беріктігі жеткіліксіз және өндірісте жарылу құбылысы пайда болады. Осы уақытта сақина матрицаның қалыңдығын матрица тесігінің тиімді ұзындығын қамтамасыз ету үшін ұлғайту керек.
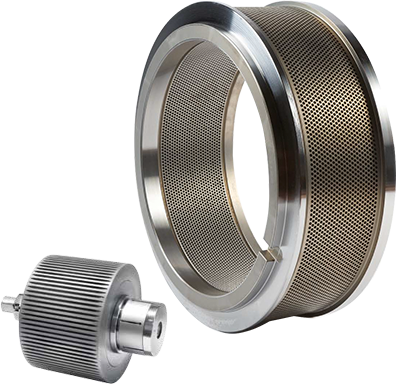
4.Пеллет диірмені мен роликтің сәйкестігі
Бұл түйіршіктеу тиімділігін арттыру және матрицаның қызмет ету мерзімін ұзарту үшін ең маңызды технология болып табылады. Ол 4 аспектіні қамтуы керек:
- Жаңа қысым шығыршығы бар жаңа сақина өлі, қысымды роликті шамадан тыс пайдаланудан аулақ болыңыз.
- Матрица мен орам арасындағы ең жақсы экструзия тиімділігіне қол жеткізу үшін қысымды роликтің әртүрлі формаларын таңдаудың материалдардың сипатына, машина типінің сипаттамаларына сәйкес.
- Саңылаудың кілті тұрақтылық және принцип: сыйымдылыққа әсер етпей, демалуға тырысыңыз.
- Беру жылдамдығын бақылаңыз, азықтандыру күйін, материал қабатының таралуын бақылау үшін қоректендіргіш қырғыштың ұзын және қысқа күйін реттеңіз.
5.Пеллет диірменінің қалыптарын өңдеу
Сақина саңылаулары өңдеу және өңдеу жабдықтары тұрғысынан өте талап етіледі, ал тот баспайтын болат үшін жоғары сапалы сақиналы қалыптарды өндіру үшін арнайы пистолеттік бұрғылар және вакуумды термиялық өңдеу жабдықтары қажет. Тамаша жоғары температурадағы вакуумды сөндіру процесі болаттың қаттылығын, қаттылығын, тозуға төзімділігін, шаршауға төзімділігін және қаттылығын айтарлықтай жақсарта алады. Дегенмен, әрбір саңылау үшін теңдестірілген қаттылық қабатын қамтамасыз ету мүмкіндігі өңдеу дағдыларының жоғары деңгейін және ұзақ тәжірибені талап етеді.
6.Қалып саңылауының ішкі қабырғасының матрица бетінің кедір-бұдыры
Бетінің кедір-бұдырлығы да сақиналы қалып сапасының маңызды көрсеткіші болып табылады. Тұтастай алғанда, ішкі қабырға бетінің кедір-бұдырының шамалы мәні қондыру сапасын жақсартады, тозуды азайтады және сақина матрицаның қызмет ету мерзімін ұзартады, бірақ сақиналы матрицаны өңдеу құны артады.
Сақина саңылауының кедір-бұдырлығы сонымен қатар сығу коэффициентіне және бөлшектердің түзілуіне, сондай-ақ өндіріс тиімділігіне әсер етеді. Бірдей сақиналы қалыпты қысу коэффициентінде, кедір-бұдырлық мәні неғұрлым төмен болса, ағаш жоңқаларының немесе жемнің экструзияға төзімділігі неғұрлым төмен болса, ағызу тегістеледі, өндірілген түйіршіктердің сапасы жоғары және өндіріс тиімділігі жоғары болады. Сақина саңылауларын жақсы өңдеу 0,8-1,6 микронға дейін болуы мүмкін, сақинаның кедір-бұдыры шамамен 0,8 мкм, бір реттік материалда дұрыс машина, тегістеу жоқ.
