


Гофрленген роликті қабық – Ашық ұшы
- SHH.ZHENGYI
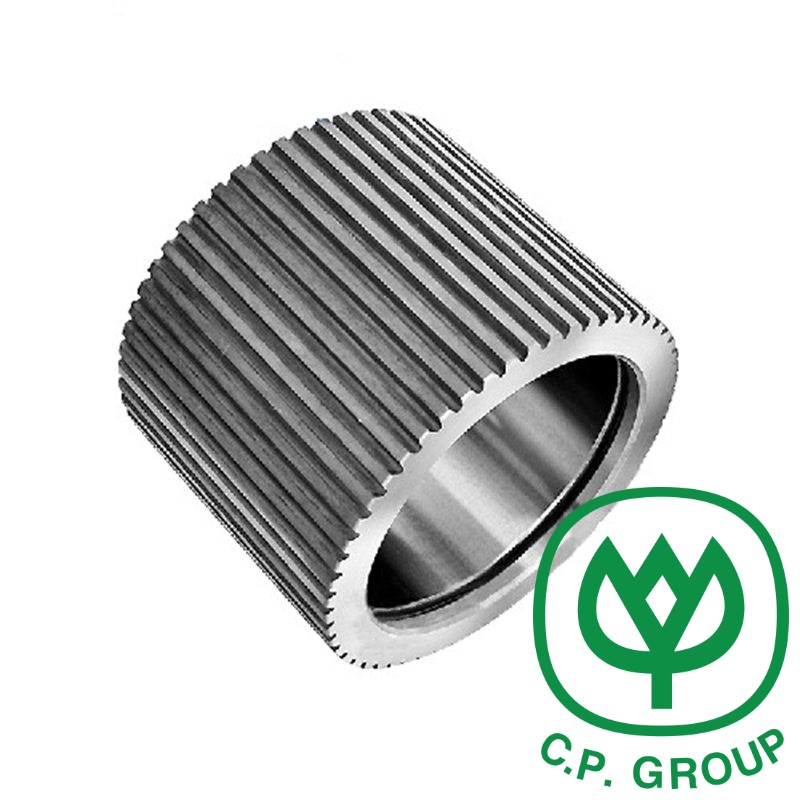
Ашық ұшының түрі қабықтың сыртқы айналма бетінің айналмалы бағытында бірдей аралықтары бар бірнеше түзу ойықтар бар екенін білдіреді. Тікелей ойықтар қысымды роликтің қабықшасының сыртқы шеңбер бетінің осьтік ортасында орналасқан және олардың ұзындығы қысымды роликтің қабықшасының еніне тең.
Артықшылықтары:Ол науалық бағытта материалдарды тегістеу рөлін атқара алады. Қысым өте жоғары болған кезде, ол қысымды ішінара жеңілдетеді және ролик пен сақиналы қалып арасындағы тозуды азайтады. Орам материалы жақсы өнімділікке ие және жұмыс салыстырмалы түрде тұрақты.
Кемшіліктері:Материалдың ағуы екі жағынан оңай, жоғалтуға әкеледі; сақина қалтасының тозуы біркелкі болмайды.
Роликті қабық түйіршіктер диірменінің негізгі жұмыс бөліктерінің бірі болып табылады. Түрлі биоотын түйіршіктерін, мал азығын және басқа түйіршіктерді өңдеу үшін қолданылады. Тозуға төзімділігі жоғары легирленген болатты (20MnCr5), карбюризациялық термиялық өңдеуді, біркелкі қаттылықты қолдану. Қызмет ету мерзімі ұзақ және тісті пішінді, тіс тәрізді бітелген және тесігі тәрізді құрылымдардың әртүрлі түрлері бар. Престеу шығыршығы бөлігі ішкі эксцентрлік біліктен және нақты өлшемдері бар басқа бөліктерден жасалған, бұл пайдаланушының өндірістік талаптарына сәйкес престеу шығыршығы мен сақина қалыбы арасындағы қашықтықты реттеуге ыңғайлы және оны бүктеу және орнату оңай, және ол престейтін роликтің қабығын ауыстыру оңай.
Сақтық шаралары:
1. Қалып саңылауының сығылу коэффициентін дұрыс таңдау;
2. Сақина матрицасы мен қысым шығыршығы арасындағы жұмыс саңылауын 0,1 және 0,3 мм (жаңа түйіршіктегіш «айналатын сияқты, бірақ айналмайтын» күйде қосылғаннан кейін қысым шығыршығы сақиналы қалыппен басқарылады) дұрыс реттеңіз. ;
3. Жаңа сақина матрицаны жаңа қысымды шығыршықпен бірге пайдалану керек, ал қысым шығыршығы мен сақина матрицаны бұрын босатып, содан кейін қатайту керек. Қысым білікшесінің екі жағында өткір бұрыштар пайда болған кезде, қысымды ролик пен сақиналы матрицаның жақсы орналасуын жеңілдету үшін қысымды роликтің фланецін қол тегістеуішпен уақытында тегістеу керек;
4. Шикізат шұңқырға темірдің басылуын азайту үшін пеллетизатор алдында алдын ала тазалаудан және магниттік бөлуден өтуі керек. Және қандай да бір бітелу бар-жоғын білу үшін саңылауларды үнемі тексеріп тұру. Уақытында бітеліп қалған қалып тесігін тесіңіз немесе бұрғылаңыз;
5. Сақина матрицасының бағыттаушы конус тесігінің пластикалық деформациясын жөндеу керек. Жөндеу кезінде сақина матрицаның жұмыс істейтін ішкі бетінің ең төменгі бөлігі асып кету ойығының түбінен 2 мм жоғары болуы керек екенін және жөндеуден кейін қысымды роликтің эксцентрлік білігін реттеуге әлі де орын бар екенін ескеру керек Әйтпесе, сақина матрицаны қырып тастау керек;
6. Қысым роликті қабық алтынды өңдеу және термиялық өңдеу арқылы тозуға төзімді легірленген материалдан жасалған. Қысым роликті қабықшаның тіс беті пішіні түйіршіктеу өнімділігіне белгілі бір әсер етеді.