


SZLHシリーズペレットミルリングダイ
- シー・ジェンイー
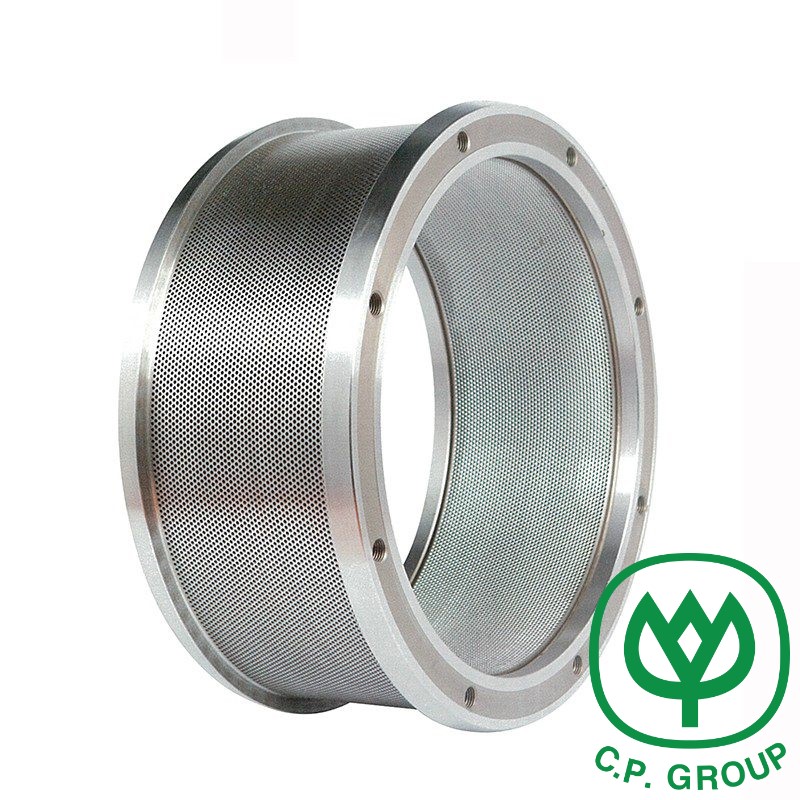
1.高品質の原材料、二次製鋼、脱ガスビレットを選択します。
2.リングダイの材質: X46Cr13 / 4Cr13 (ステンレス鋼)、42Crmo / 20CrMnTi (合金鋼) またはその他のカスタム材料。
3.輸入ガンドリルとマルチステーションドリル、ワンタイム成形ダイ穴、高品質仕上げ、フィードの生産、美しい外観と高生産。
4.長寿命を確保するために、真空炉と連続焼入れ炉の組み合わせを選択します。
5.顧客の原理と要件に従って圧縮率と強度を設計します。
6.製品の品質を保証するための顕微鏡検査。
42Crmo / 20CrMnTi 合金鋼リング金型加工技術:
切削→鍛造→焼きならし→荒加工→焼き戻し→仕上げ→穴あけ(拡大)穴→浸炭→研削→(酸化層を除く)→加圧試験→(リン不動態化)→防錆油塗布→オプションを確認して保存;
X46Cr13 / 4Cr13 ステンレス鋼リングダイ加工技術:
切削→鍛造→荒加工→焼きならし→仕上げ→焼き入れ焼き戻し→ › 仕上げ→穴あけ→窒化→研磨→圧力試験→皮膜抵抗→錆びた油→オプションを確認して保存;
| S/N | モデル | サイズ 外径×内径×全幅×パッド幅 -mm | 穴サイズ mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
段付きローラーシェル
ローラーシェルはペレットミルの主要な作動部品の 1 つです。さまざまなバイオ燃料ペレット、動物飼料、その他のペレットの処理に使用されます。高耐摩耗合金鋼(40Cr、20Crmnti、Gcr15)を使用し、浸炭熱処理を施し、硬度を均一にしています。寿命が長く、歯形貫通形、歯形ブロック、穴形など構造も豊富です。プレスローラー部分は、正確な寸法の内部偏心シャフトとその他の部品でできており、ユーザーの生産要件に応じてプレスローラーとリングダイの間の距離を調整するのに便利で、折りたたんだり取り付けたりするのが簡単です。加圧ローラーシェルの交換が簡単です。
予防:
1. 適切なダイ穴圧縮率を正しく選択します。
2. リングダイと加圧ローラーの間の作動ギャップが 0.1 ~ 0.3 mm になるように正しく調整します (新しい造粒機の電源を入れた後、加圧ローラーは「回転しているようで回転していない」状態でリングダイによって駆動されます)。 ;
3. 新しいリングダイは新しい加圧ローラーとともに使用する必要があり、加圧ローラーとリングダイは前に緩めてから締める必要があります。加圧ローラーの両側に鋭い角が現れた場合は、加圧ローラーとリング ダイ間の嵌合を容易にするために、加圧ローラーのフランジをハンド グラインダーで適時に滑らかにする必要があります。
4. ダイ穴への鉄の押し込みを減らすために、原料はペレタイザーの前に予備洗浄と磁気分離を受ける必要があります。また、定期的にダイ穴をチェックして、詰まりがないか確認してください。詰まった金型の穴を時間内に打ち抜くかドリルで開けます。
5. リングダイスのガイドコーン穴の塑性変形を修正する必要があります。修理する場合、リングダイの作動内面の最下部はオーバートラベル溝の底より2mm高くなければならず、修理後に加圧ローラーの偏心軸を調整する余地がまだあることに注意してください。リングダイは廃棄する必要があります。
6. 加圧ローラーシェルは、金処理と熱処理による耐摩耗性合金材料で作られています。加圧ローラーシェルの歯面形状は造粒性能に影響を与えます。
一般的に使用されるローラーシェル歯形:歯形貫通形、歯形非貫通形、穴形。
1. パスおよび歯溝ローラーは主に家畜および家禽材料のペレット化に使用されます。パスローラーの利点は、リングダイが均一に摩耗することですが、コイルの性能が劣ることです。
2.歯溝形状の加圧ローラーはコイル材料の性能が優れており、飼料工場で一般的に使用されていますが、リングダイの摩耗は均一ではありません。シールエッジを備えた歯溝形状の加圧ローラーは、主に水生材料のペレット化に適しています。両側からスライドさせます。
ヘリカルローラーシェル
ローラーシェルはペレットミルの主要な作動部品の 1 つです。さまざまなバイオ燃料ペレット、動物飼料、その他のペレットの処理に使用されます。高耐摩耗合金鋼(40Cr、20Crmnti、Gcr15)を使用し、浸炭熱処理を施し、硬度を均一にしています。寿命が長く、歯形貫通形、歯形ブロック、穴形など構造も豊富です。プレスローラー部分は、正確な寸法の内部偏心シャフトとその他の部品でできており、ユーザーの生産要件に応じてプレスローラーとリングダイの間の距離を調整するのに便利で、折りたたんだり取り付けたりするのが簡単です。加圧ローラーシェルの交換が簡単です。
予防:
1. 適切なダイ穴圧縮率を正しく選択します。
2. リングダイと加圧ローラーの間の作動ギャップが 0.1 ~ 0.3 mm になるように正しく調整します (新しい造粒機の電源を入れた後、加圧ローラーは「回転しているようで回転していない」状態でリングダイによって駆動されます)。 ;
3. 新しいリングダイは新しい加圧ローラーとともに使用する必要があり、加圧ローラーとリングダイは前に緩めてから締める必要があります。加圧ローラーの両側に鋭い角が現れた場合は、加圧ローラーとリング ダイ間の嵌合を容易にするために、加圧ローラーのフランジをハンド グラインダーで適時に滑らかにする必要があります。
4. ダイ穴への鉄の押し込みを減らすために、原料はペレタイザーの前に予備洗浄と磁気分離を受ける必要があります。また、定期的にダイ穴をチェックして、詰まりがないか確認してください。詰まった金型の穴を時間内に打ち抜くかドリルで開けます。
5. リングダイスのガイドコーン穴の塑性変形を修正する必要があります。修理する場合、リングダイの作動内面の最下部はオーバートラベル溝の底より2mm高くなければならず、修理後に加圧ローラーの偏心軸を調整する余地がまだあることに注意してください。リングダイは廃棄する必要があります。
6. 加圧ローラーシェルは、金処理と熱処理による耐摩耗性合金材料で作られています。加圧ローラーシェルの歯面形状は造粒性能に影響を与えます。
一般的に使用されるローラーシェル歯形:歯形貫通形、歯形非貫通形、穴形。
1. パスおよび歯溝ローラーは主に家畜および家禽材料のペレット化に使用されます。パスローラーの利点は、リングダイが均一に摩耗することですが、コイルの性能が劣ることです。
2.歯溝形状の加圧ローラーはコイル材料の性能が優れており、飼料工場で一般的に使用されていますが、リングダイの摩耗は均一ではありません。シールエッジを備えた歯溝形状の加圧ローラーは、主に水生材料のペレット化に適しています。両側からスライドさせます。