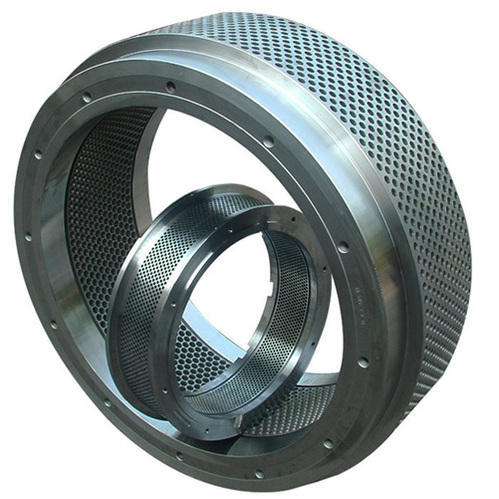
家畜や家禽、水産養殖業、および化成肥料、ホップ、菊、木材チップ、落花生の殻、綿実粕などの新興産業におけるペレット飼料の促進と応用により、リングダイペレットミルを使用するユニットがますます増えています。飼料配合の違いや地域の違いにより、ユーザーはペレット飼料に対して異なる要件を持っています。各飼料メーカーは、製造するペレット飼料に対して、優れたペレット品質と最高のペレット化効率を求めています。飼料配合が異なるため、これらのペレット飼料をプレスする際のリングダイパラメータの選択も異なります。パラメータは主に材料、細孔径、細孔形状、アスペクト比、開口率の選択に反映されます。リングダイパラメータの選択は、飼料配合を構成するさまざまな原材料の化学組成と物理的特性に従って決定する必要があります。原材料の化学組成には、主にタンパク質、デンプン、脂肪、セルロースなどが含まれます。原材料の物理的特性には、主に粒子サイズ、水分、容量などが含まれます。
家畜や家禽の飼料には主に小麦とトウモロコシが含まれており、でんぷん含有量は高く、繊維含有量は低いです。でんぷん質の高い飼料です。このタイプの飼料を圧搾するには、デンプンが完全に糊化され、高温および加工条件を満たしていることを確認する必要があります。リングダイの厚みは一般に厚く、開口幅の範囲は広く、アスペクト比は一般に1:8~1:10の間である。ブロイラー鶏とアヒルは、脂肪含有量が高く、造粒が容易で、半分の長さと直径が 1:13 の間の比較的大きい高エネルギー飼料です。
水生飼料には主に魚の飼料、エビの飼料、スッポンの飼料などが含まれます。魚の飼料は粗繊維含有量が高く、エビの飼料とスッポンの飼料は粗繊維含有量が低く、タンパク質の含有量が高く、高品質に属します。 -タンパク質飼料。水生材料には、水中での粒子の長期安定性、一定の直径ときちんとした長さが必要です。そのためには、材料を造粒するときに微細な粒子サイズと高度な熟成が必要であり、熟成前および熟成後プロセスが使用されます。魚の餌に使用されるリングダイの直径は一般に 1.5 ~ 3.5 の間であり、アスペクト比の範囲は一般に 1:10 ~ 1:12 の間です。エビの餌に使用されるリングダイの開口範囲は 1.5 ~ 2.5 であり、長さと直径の比率の範囲は 1:11 ~ 1:20 です。長さと直径の比率の特定のパラメーターが選択されます。配合中の栄養指標とユーザーの要件に従って決定する必要があります。同時に、ダイの穴形状は、強度が許す限り段穴を極力使わず、カット粒子の長さ、径が均一になるよう設計しています。
化成肥料の配合は主に無機肥料、有機肥料、ミネラルから構成されています。尿素などの複合肥料に含まれる無機肥料はリングダイの腐食性が高く、鉱物はダイ穴やリングダイのインナーコーン穴を激しく摩耗し、押出力は比較的高くなります。大きい。化成肥料リングダイの穴径は一般に大きく、3~6の範囲です。摩耗係数が大きいため、ダイ穴からの排出が困難であるため、長さと直径の比は比較的小さく、通常は1:4の間です。 -1:6。肥料にはバクテリアが含まれており、温度は50〜60度を超えてはなりません。そうしないとバクテリアが死滅しやすくなります。したがって、化成肥料はより低い造粒温度を必要とし、一般にリングダイの肉厚は比較的薄い。リングダイ穴の複合肥料の磨耗が激しいため、穴直径の要件はそれほど厳しくありません。通常、リングダイスは加圧ローラー間のギャップを調整できない場合に廃棄されます。したがって、段付き穴の長さは、アスペクト比を確保し、リングダイの最終寿命を向上させるために使用されます。
ホップ中の粗繊維の含有量が高く、歪みが含まれており、温度は一般に 50 度を超えることができないため、ホップを圧搾するためのリングダイの肉厚は比較的薄く、長さと直径は比較的短く、一般に約 1: 5〜6の間で粒径が大きくなっている。
菊、落花生の殻、綿実粕、おがくずには粗繊維が多く含まれており、粗繊維含有率が20%以上、油分が少なく、ダイス穴を通過する材料の摩擦抵抗が大きく、造粒性が高い性能が悪く、顆粒の硬度が必要です。低く、一般に形成できれば要件を満たすことは困難であり、粒子径は一般に6〜8μmと比較的大きく、アスペクト比は一般に1:4〜1:6程度である。このタイプのフィードは嵩密度が小さく、ダイ穴の直径が大きいため、材料をダイ穴に完全に充填して成形できるように、造粒前にテープを使用してダイ穴領域の外周をシールする必要があります。 、そしてテープが剥がれます。
さまざまな材料の造粒では、定説に厳密に従うことはできません。原料の造粒特性や各飼料メーカーの特性に応じて、リングダイのパラメータや運転条件を適切に選択する必要があります。地域の条件に適応してこそ、高品質な飼料を生産することができます。

異常パーティクルの原因解析と改善方法
飼料生産ユニットでは飼料を生産する際に異常なペレットが発生することが多く、ペレットの外観や内部品質に影響を及ぼし、飼料工場の売上や評判に影響を与えます。飼料工場で発生しやすい異常粒子の原因と改善方法を以下に示します。
| シリアルナンバー | 形状の特徴 | 原因 | 変更することをお勧めします |
| 1 | 湾曲した粒子の外側には亀裂が多数あります | 1. カッターがリングダイから遠すぎて鈍くなっています。 2.粉が濃すぎる 3. 飼料硬度が低すぎる | 1. カッターを移動し、刃を交換します 2. 粉砕粒度の向上 3. ダイ穴の有効長さを長くする 4. 糖蜜または脂肪を追加します。 |
| 2 | 横方向の横亀裂が発生 | 1.繊維が長すぎる 2. 焼き戻し時間が短すぎる 3. 過度の湿気 | 1. 繊維の繊度を制御する 2. 変調時間を延長する 3. 原料の温度管理と焼き戻し時の水分の低減 |
| 3 | 粒子が垂直亀裂を生成する | 1. 原材料は弾性があります。つまり、圧縮後に膨張します。 2.水が多すぎると冷却中にひび割れが発生します 3. ダイ穴内の滞留時間が短すぎる | 1. 配合を改善し、飼料密度を高める 2. 焼き戻しには乾燥飽和蒸気を使用します。 3. ダイ穴の有効長さを長くする |
| 4 | 発生点からの放射線亀裂 | 粉砕されていない大きな粒(半分または全粒のトウモロコシ粒など) | 原料の粉砕粒度をコントロールし、粉砕の均一性を高めます。 |
| 5 | 粒子表面が凸凹している | 1. 粗粒原料の混入、焼き戻し不足、未軟化、表面突出 2. 蒸気中に気泡があり、造粒後に気泡がはじけてピットが現れる | 1.原料の粉砕粒度をコントロールし、粉砕の均一性を高める 2. 蒸気の品質を向上させる |
| 6 | ひげ | 蒸気が多すぎ、圧力が高すぎると、粒子がリングダイを離れて破裂し、繊維粒子原料が表面から突き出てウィスカーを形成します | 1. 蒸気圧力を下げ、低圧蒸気 (15 ~ 20psi) で焼き入れと焼き戻しを行います。 2. 減圧弁の位置が正確であるかどうかに注意してください。 |
| 材質の種類 | フィードの種類 | リングダイの絞り |
| 高デンプン飼料 | Φ2~Φ6 | |
| 家畜ペレット | 高エネルギー飼料 | Φ2~Φ6 |
| 水生飼料ペレット | 高タンパク飼料 | Φ1.5~Φ3.5 |
| 化成肥料粒剤 | 尿素含有飼料 | Φ3~Φ6 |
| ホップペレット | 高い繊維供給量 | Φ5~Φ8 |
| 菊顆粒 | 高い繊維供給量 | Φ5~Φ8 |
| 落花生殻顆粒 | 高い繊維供給量 | Φ5~Φ8 |
| 綿実外皮顆粒 | 高い繊維供給量 | Φ5~Φ8 |
| 泥炭ペレット | 高い繊維供給量 | Φ5~Φ8 |
| 木質ペレット | 高い繊維供給量 | Φ5~Φ8 |