

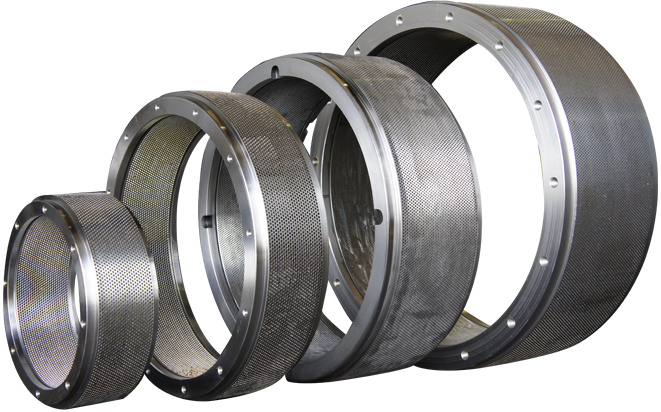
ダイはペレットミルの中核コンポーネントです。そして鍵となるのは、飼料ペレットを作る。不完全な統計によると、ペレットミルの金型損失のコストは、生産工場全体のメンテナンスコストの 25% 以上を占めています。手数料が 1 パーセントポイント増加するごとに、市場競争力は 0.25% 低下します。したがって、ペレットミルの仕様は非常に重要です。
上海正儀(CPSHZY)はプロフェッショナルです飼料ペレットミル中国のサプライヤー。リングダイペレットミル、フラットダイペレットミル、ペレットミル部品、フラットダイ、リングダイ、ペレットミルローラー、およびペレットマシン用のその他の部品など。
1.ペレットミルダイス材料
ペレットミルのダイスは、一般に炭素鋼、合金構造用鋼、ステンレス鋼を鍛造、機械加工、穴あけ、熱処理などの工程を経て作られます。粒子原料の腐食に応じてユーザーが選択できます。ペレットミルダイスの材質は合金構造鋼またはステンレス鋼のリングモールドを使用してください。
45鋼などの炭素構造用鋼は、一般に熱処理硬度が45〜50HRCで、低品位のリングダイス材料であり、耐摩耗性と耐食性が悪く、現在は基本的に廃止されています。
40Cr、35CrMo などの合金構造用鋼。熱処理硬度は 50HRC 以上で、総合的な機械的特性が優れています。この材料で作られた金型は強度と耐摩耗性に優れていますが、特に魚の餌としての耐食性が良くないという欠点があります。
リングダイの価格は、マリーゴールドペレット、木チップ、わらペレットなどの材料で作られており、ステンレス鋼よりもはるかに高価です。 20CrMnTi と 20MnCr5 はどちらも低浸炭合金鋼で、前者が中国鋼、後者がドイツ鋼である点を除けば同じです。化学元素である Ti は海外ではほとんど入手できないため、ドイツの 20MnCr5 の代わりに中国の 20CrMnTi または 20CrMn が使用されており、合金構造用鋼の範囲には含まれません。ただし、この鋼の浸炭処理により硬化層の深さは最大 1.2 mm に制限されており、これはこの鋼の低価格の利点でもあります。
ステンレス鋼材料には、ドイツのステンレス鋼 X46Cr13、中国のステンレス鋼 4Cr13 などが含まれます。これらの材料は、剛性と靱性が優れており、浸炭鋼よりも高い熱処理硬度を持ち、浸炭鋼よりも硬化層があり、耐摩耗性と耐食性に優れているため、寿命が長くなり、当然、浸炭鋼よりも価格が高くなります。ステンレスダイス鋼は寿命が長いため、交換頻度が低く、1トン当たりのコストが低くなります。
一般に、リングダイペレットミルの金型材質は合金構造用鋼やステンレス鋼材です。
2.ペレットミルダイスの圧縮率
i=d/L
T=L+M
Mは縮小穴の深さです
圧縮率(i)は、ダイ穴径(d)とダイの有効長(L)の比です。
原材料の性質に応じて、比率は 8 ~ 15 です。ユーザーは金型の圧縮比を選択し、わずかに低い圧縮比を選択するなど、特定の圧縮比を調整します。これは、出力を増加させ、出力を減らすのに有益です。エネルギー消費量が減少し、リングモールドの磨耗が減少しますが、ペレットの強度が十分でない、外観が緩い、長さが異なる、粉末率が高いなど、粒子の品質も低下します。

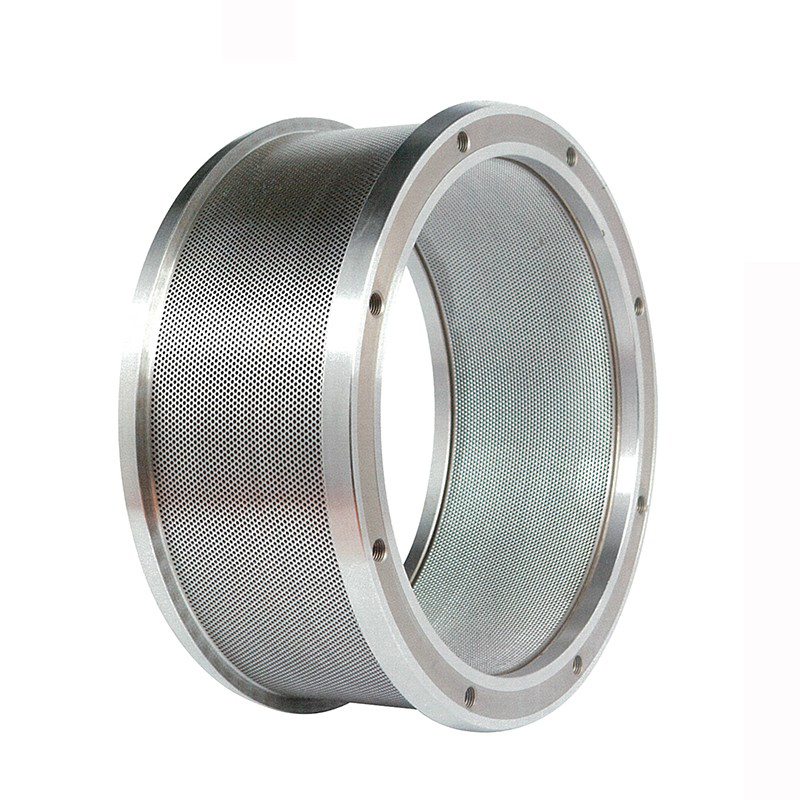
3.リングダイの開口率
ペレットミルのダイスの開口率は、ダイスの有効総面積に対するダイス穴の総面積の比率です。一般に、ダイの開口率が高いほど、粒子収量は高くなります。金型の強度を確保することを前提として、リング型の開口率を可能な限り向上させることができる。
一部の原料では、適切な圧縮率の条件下では、ペレットミルのダイの壁が薄すぎるため、ダイの強度が十分でなく、生産中にダイの爆発現象が発生します。このとき、ダイ穴の有効長さを確保することを前提として、リングダイの厚みを厚くする必要がある。
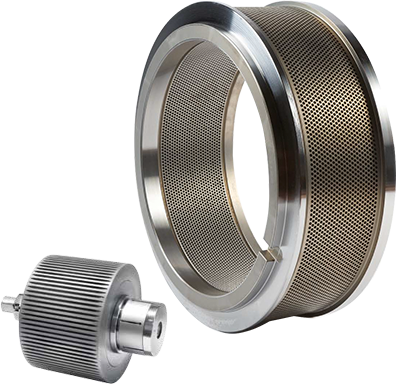
4.ペレットミルのダイスとローラーのマッチング
造粒効率の向上と金型の長寿命化を実現する最も重要な技術です。それには 4 つの側面が含まれている必要があります。
- 新しいリングダイと新しい加圧ローラーを使用し、加圧ローラーの過度の使用を避けてください。
- 材料の性質、機械の種類の特性に応じて、ダイとロールの間で最高の押出効率を達成するために、さまざまな形状の加圧ローラーを選択します。
- ギャップフィットの鍵は安定性であり、その原則は、容量に影響を与えずに、リラックスするように努めることです。
- 供給速度を制御し、供給スクレーパーの長短位置を調整して、供給位置、材料層の分布を制御します。
5.ペレットミル金型加工処理
リングダイの穴加工は加工や加工設備の面で非常に要求が厳しく、ステンレス鋼の場合、高品質のリングダイを製造するには特殊なガンドリルや真空熱処理装置が必要です。優れた高温真空焼入れプロセスにより、鋼の剛性、硬度、耐摩耗性、疲労強度、靭性が大幅に向上します。ただし、すべてのダイ穴にバランスのとれた硬度層を保証するには、高度な加工スキルと長年の経験が必要です。
6.ダイス穴の内壁のダイス表面粗さ
表面粗さもリングダイの品質を示す重要な指標です。一般に、内壁表面粗さの値が小さいほど、はめ合いの品質が向上し、摩耗が減少し、リングダイの寿命が長くなりますが、リングダイの加工コストが増加します。
リングホールの粗さは、圧縮率や粒子の形成、生産効率にも影響します。同じリングダイの圧縮率であれば、粗さの値が低いほど木チップや飼料の押出し抵抗が低くなり、排出がスムーズになり、製造されるペレットの品質が高くなり、生産効率が高くなります。良好なリングダイ穴加工は最大 0.8 ~ 1.6 ミクロン、リングダイの粗さは約 0.8 ミクロンで、使い捨て材料に適切な機械を使用し、研磨は必要ありません。
