Produttore di matrici ad anello serie PTN per ricambi di pellettatrici.
- SHH.ZHENGYI
● Matrice ad anello serie PTN
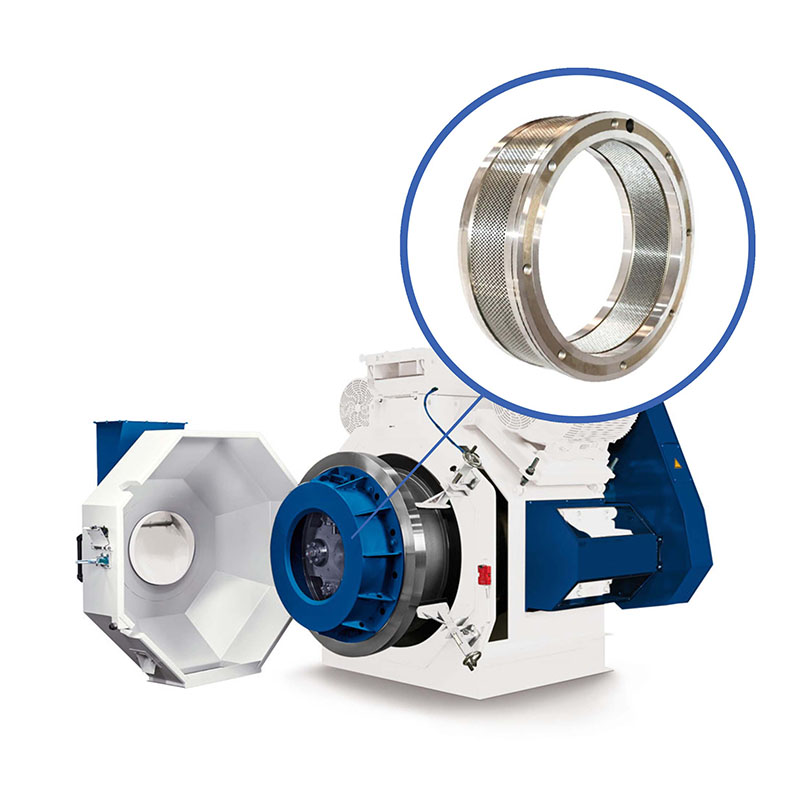

La matrice anulare della serie PTN per pellettatrici è realizzata in acciaio legato di alta qualità o acciaio inossidabile ad alto contenuto di cromo (standard tedesco X46cr13). Viene lavorata mediante forgiatura, taglio, foratura, trattamento termico e altri processi. Grazie a una rigorosa gestione della produzione e a un sistema di qualità, la durezza, l'uniformità e la finitura dei fori della matrice anulare prodotta hanno raggiunto livelli di qualità molto elevati.
Parametro
| Numero di serie | Modello | MisurareOD*ID*larghezza totale*larghezza del cuscinetto -mm | Dimensioni del foromm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Analisi della situazione anomala e miglioramenti raccomandati
Analisi delle cause per rottura (normalmente si verifica in
colata continua di piccole imprese)
1. Stampo rotto dalla superficie di accoppiamento della ruota motrice
2. Rottura dello stampo dovuta all'usura e alla deformazione dell'anello di rivestimento dello stampo.
3. Die rotto a causa dell'usura della chiave di guida.
4. L'indentazione impressa sulla superficie dello stampo indebolisce l'effetto del dispositivo di sbrinamento, causando quindi la rottura dello stampo.
5. Piccola apertura tra la matrice e il rullo di compressione.
6. Stampo rotto da un basso rapporto di compressione, stampi per mangimi per pesci di piccolo diametro senza sfiato di pressione.
| NO. | Aspetto | Motivi | Soluzioni |
| 1 | La particella si piega, con crepe |
| |
| 2 | Con fessura trasversale |
| |
| 3 | Fessure verticali |
| |
| 4 | Fratture radiative | Sono presenti particelle di grandi dimensioni (mezzo chicco di mais o chicchi interi rimasti) | Controllare la finezza delle materie prime, aumentare l'uniformità della macinazione. |
| 5 | irregolarità della superficie |
| |
| 6. | Pellet simile a un baffo | Troppo vapore e pressione eccessiva, i pellet si crepano quando vengono lasciati fuori dalla matrice. | 1. Ridurre la pressione del vapore, utilizzare vapore a bassa pressione (15-20 psi) per il condizionamento. 2. Verificare la posizione della valvola di riduzione. |