


Guscio del rullo ondulato – Estremità aperta
- SHH.ZHENGYI
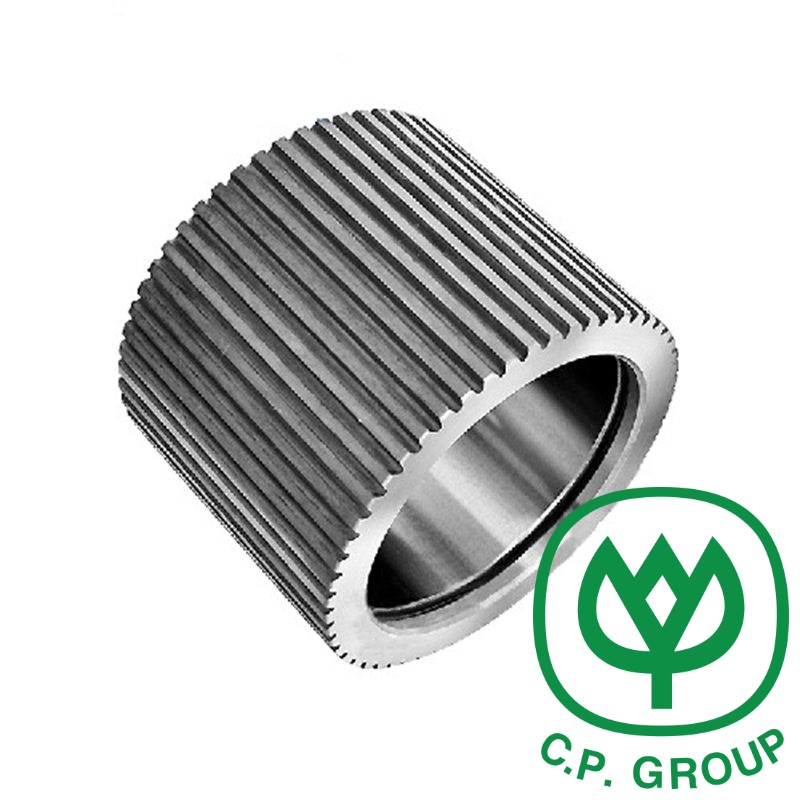
Il tipo con estremità aperta significa che sono presenti numerose scanalature diritte con intervalli uguali nella direzione circonferenziale della superficie circonferenziale esterna del guscio. Le scanalature diritte si trovano al centro assiale della superficie circonferenziale esterna del guscio del rullo pressore e la loro lunghezza è uguale alla larghezza del guscio del rullo pressore.
Vantaggi:Può svolgere il ruolo di livellare i materiali nella direzione della depressione. Quando la pressione è estremamente elevata, può alleviarla parzialmente e ridurre l'usura tra il rullo e la matrice dell'anello. Il materiale della bobina ha buone prestazioni e il funzionamento è relativamente stabile.
Svantaggi:La perdita di materiale è facile da entrambe le estremità, causando perdite; l'usura della matrice dell'anello non sarà uniforme.
Il guscio del rullo è una delle principali parti funzionanti della pellettatrice. Utilizzato per trattare vari pellet di biocarburanti, mangimi per animali e altri pellet. Utilizzo di acciaio legato ad alta resistenza all'usura (20MnCr5), trattamento termico di cementazione, durezza uniforme. La durata è lunga e esistono diversi tipi di strutture come a forma di dente passante, a forma di dente bloccata e a forma di foro. La parte del rullo pressore è costituita da un albero eccentrico interno e altre parti con dimensioni precise, il che è utile per regolare la distanza tra il rullo pressore e la matrice ad anello in base alle esigenze di produzione dell'utente, ed è facile da piegare e installare, ed è è facile sostituire il guscio del rullo pressore.
Precauzioni:
1. Selezionare correttamente il rapporto di compressione del foro dello stampo appropriato;
2. Regolare correttamente lo spazio di lavoro tra la matrice dell'anello e il rullo di pressione in modo che sia compreso tra 0,1 e 0,3 mm (il rullo di pressione viene azionato dalla matrice dell'anello dopo che il nuovo granulatore viene acceso in uno stato "come rotante ma non rotante") ;
3. La nuova matrice dell'anello deve essere utilizzata con un nuovo rullo di pressione e il rullo di pressione e la matrice dell'anello devono essere allentati prima e quindi serrati. Quando compaiono spigoli vivi su entrambi i lati del rullo di pressione, la flangia del rullo di pressione deve essere levigata con una smerigliatrice manuale in tempo per facilitare un buon adattamento tra il rullo di pressione e la matrice dell'anello;
4. La materia prima deve essere sottoposta a pulizia preliminare e separazione magnetica prima della pellettizzazione per ridurre la pressione del ferro nel foro della filiera. E controllare regolarmente il foro della matrice per vedere se c'è qualche blocco. Perforare o forare in tempo il foro dello stampo bloccato;
5. La deformazione plastica del foro del cono guida della matrice dell'anello deve essere riparata. Durante la riparazione, è necessario notare che la parte più bassa della superficie interna di lavoro della matrice dell'anello deve essere 2 mm più alta del fondo della scanalatura di oltrecorsa e che c'è ancora spazio per regolare l'albero eccentrico del rullo di pressione dopo la riparazione. Altrimenti, la matrice dell'anello dovrebbe essere rottamata;
6. L'involucro del rullo pressore è realizzato in lega resistente all'usura mediante lavorazione dell'oro e trattamento termico. La forma della superficie del dente del guscio del rullo pressore ha una certa influenza sulle prestazioni di granulazione.