Produsen Ring Die Seri PTN untuk suku cadang pabrik pelet
- SHH.ZHENGYI
● Cincin seri PTN mati
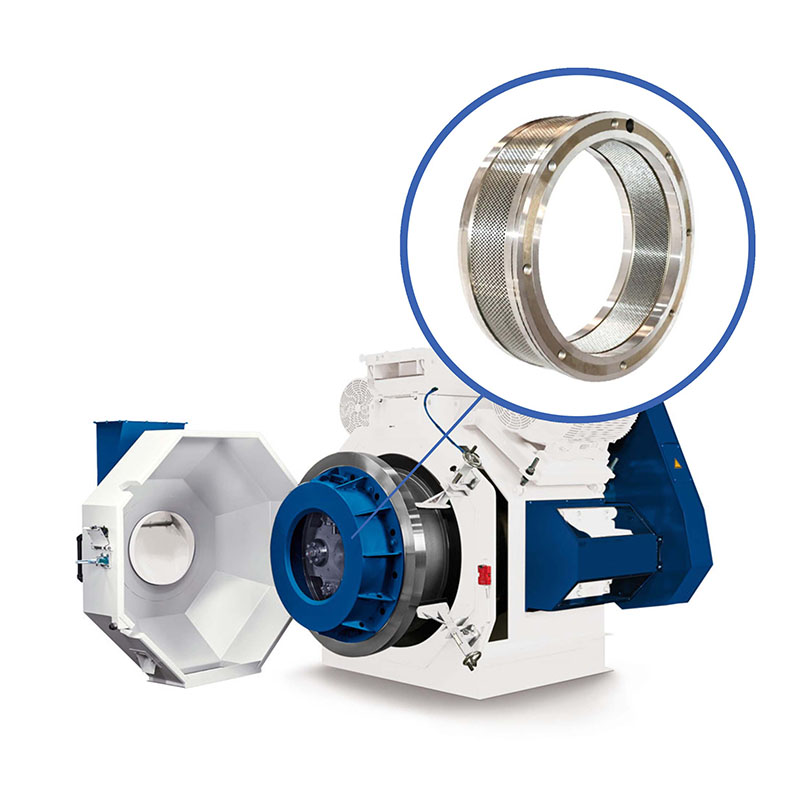

Ring die seri pabrik pelet PTN terbuat dari baja paduan berkualitas tinggi atau baja tahan karat kromium tinggi (standar Jerman X46cr13). Itu diproses dengan penempaan, pemotongan, pengeboran, perlakuan panas dan proses lainnya. Melalui manajemen produksi dan sistem mutu yang ketat, kekerasan, keseragaman lubang mati, dan penyelesaian lubang mati pada cetakan cincin produksi telah mencapai kualitas yang sangat tinggi.
Parameter
| S/T | Model | UkuranOD*ID*lebar keseluruhan*lebar bantalan -mm | Ukuran lubangmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Analisis Situasi Abnormal dan Rekomendasi Perbaikan
Analisis Alasan Rusak (biasanya terjadi di
pengecoran terus menerus dari usaha kecil)
1. Mati rusak oleh permukaan pencocokan roda penggerak
2. Mati rusak karena keausan dan deformasi cincin lapisan mati.
3. Mati karena rusaknya kunci penggerak.
4. Terdapat lekukan pada permukaan cetakan untuk melemahkan efek perangkat penghilangan setrika, dan kemudian menyebabkan cetakan retak.
5. Bukaan kecil antara cetakan dan roller kompresi.
6. Mati dipecah dengan rasio kompresi kecil, pakan ikan berdiameter kecil mati tanpa ventilasi pelepas tekanan.
| TIDAK. | Penampilan | Alasan | Solusi |
| 1 | Partikel tertekuk, retak |
| |
| 2 | Dengan retakan melintang |
| |
| 3 | Retakan vertikal |
| |
| 4 | Retakan radiasi | Partikel besar ada (tersisa setengah oorn atau seluruh jagung) | Kontrol kehalusan bahan mentah, tingkatkan kerataan penggilingan. |
| 5 | Ketidakrataan permukaan |
| |
| 6. | Kumis seperti pelet | Uap yang terlalu banyak dan tekanan yang terlalu besar menyebabkan pelet retak bila dibiarkan mati. | 1. Kurangi tekanan uap, gunakan uap bertekanan rendah (15 – 20psi) untuk pengkondisian. 2. Periksa posisi katup pereduksi. |