A PTN sorozatú gyűrűs matrica pelletgyár alkatrészeinek gyártója
- SHH.ZHENGYI
● PTN sorozatú gyűrűs szerszám
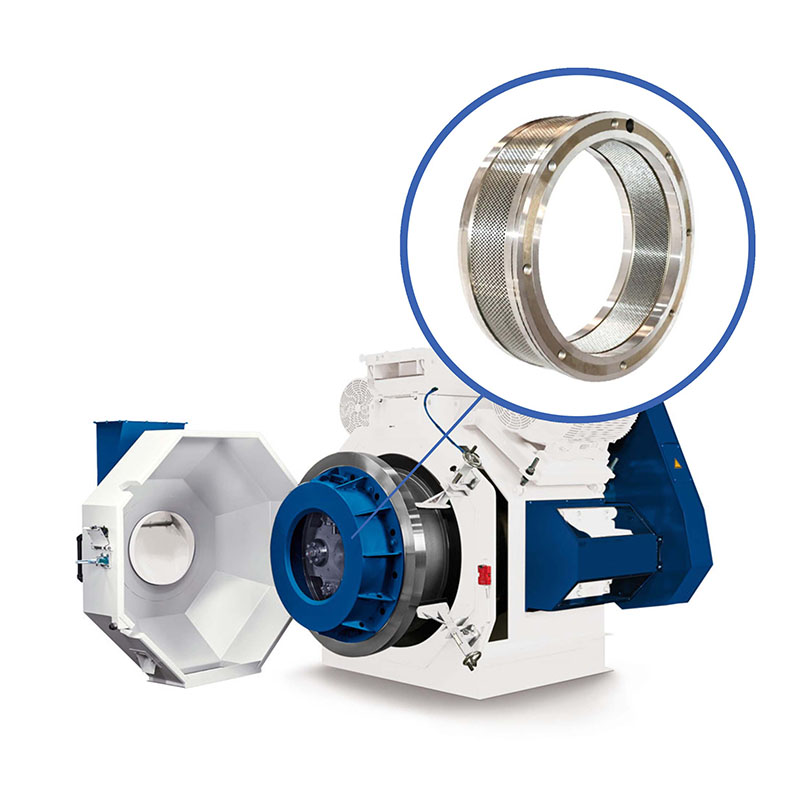

A PTN pelletmalom sorozatú gyűrűs szerszám kiváló minőségű ötvözött acélból vagy magas krómtartalmú rozsdamentes acélból (X46cr13 német szabvány) készül. Feldolgozása kovácsolással, vágással, fúrással, hőkezeléssel és egyéb folyamatokkal történik. A szigorú gyártásirányítás és minőségbiztosítási rendszer révén a gyártási gyűrűs szerszám keménysége, a szerszámfuratok egyenletessége és a vágószerszám furat felülete nagyon magas minőséget ért el.
Paraméter
| S/N | Modell | MéretOD*ID*teljes szélesség*párnaszélesség -mm | Lyuk méretemm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
A rendellenes helyzet elemzése és a javasolt fejlesztések
A törött ok elemzése (általában:
kisvállalkozások folyamatos öntése)
1. A hajtókerék megfelelő felülete eltörte a szerszámot
2. A matrica eltört a szerszám bélésgyűrűjének kopása és deformációja miatt.
3. A vezetőkulcs figyelmeztetése miatt eltört a szerszám.
4. A vasalószerszám gyengítő hatása miatt a szerszám felületén benyomott bemélyedés, majd a szerszám megrepedését okozza.
5. Kis nyílás a szerszám és a nyomógörgő között.
6. A kis kompressziós arány miatt megtört vágószerszám, kis átmérőjű haltakarmányok, nyomáscsökkentő szellőző nélkül.
| Nem. | Megjelenés | Okok | Megoldások |
| 1 | Részecske hajlik, repedésekkel |
| |
| 2 | Keresztirányú repedéssel |
| |
| 3 | Függőleges repedések |
| |
| 4 | Sugárzó repedések | Nagy részecskék léteznek (fél orr vagy egész tyúkszem maradt) | Szabályozza a nyersanyagok finomságát, növelje az őrlés egyenletességét. |
| 5 | Felületi egyenetlenségek |
| |
| 6. | Bajusz, mint a pellet | Túl sok gőz és túl nagy nyomás, a pellet megreped, amikor elhagyja a szerszámot. | 1. Csökkentse a gőznyomást, használjon alacsony nyomású gőzt (15–20 psi) a kondicionáláshoz. 2. Ellenőrizze a csökkentő szelep helyzetét. |