

A matrica a pelletgyár fő alkotóeleme. És ez a kulcsatakarmánypellet készítése. A hiányos statisztikák szerint a pelletgyár szerszámveszteségének költsége a teljes gyártóműhely karbantartási költségének több mint 25%-át teszi ki. A díjak minden százalékpontos emelésével a piaci versenyképesség 0,25%-kal csökken. Ezért a pelletgyár specifikációi rendkívül fontosak.
Shanghai Zhengyi (CPSHZY) egy profitakarmány pellet malomszállító Kínában. Gyűrűs pellet malom, lapos sajtoló pellet malom és apelletmalom alkatrészek, mint például a lapos szerszám, a gyűrűs szerszám, a pelletgyár hengere és a pelletgép egyéb részei.
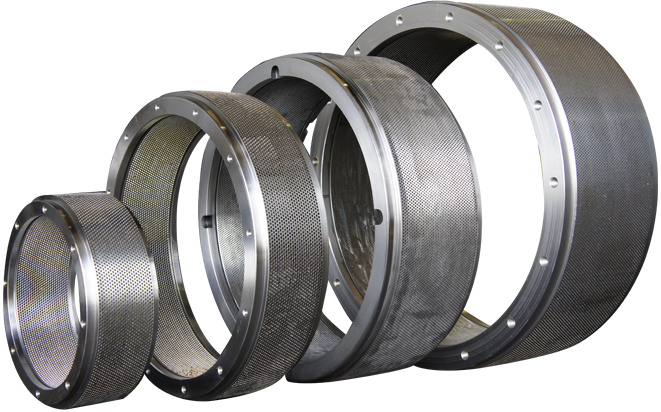
1.Pellet malom szerszám anyaga
A pelletgyártó szerszám általában szénacélból, ötvözött szerkezeti acélból vagy rozsdamentes acélból készül, kovácsolással, megmunkálással, lyukak fúrásával és hőkezelési eljárásokkal. A felhasználó a részecskék nyersanyagának korróziója szerint választhat. A pelletgyártó szerszám anyagának ötvözött szerkezetű acélból vagy rozsdamentes acél gyűrűs formából kell készülnie.
Szén szerkezeti acél, például 45-ös acél, hőkezelési keménysége általában 45-50 HRC, alacsony minőségű gyűrűs matrica anyag, kopásállósága és korrózióállósága gyenge, mára gyakorlatilag megszűnt.
Ötvözött szerkezeti acél, például 40Cr, 35CrMo stb., 50HRC feletti hőkezelési keménységgel és jó integrált mechanikai tulajdonságokkal. Az ebből az anyagból készült matrica nagy szilárdságú és kopásálló, de hátránya, hogy nem jó a korrózióállóság, különösen haletetésnél.
Az anyagból, körömvirág pelletből, faforgácsból, szalmapelletből stb. készült gyűrűs matricák ára jóval magasabb, mint a rozsdamentes acélé. Mind a 20CrMnTi, mind a 20MnCr5 alacsony szénhidrogénezésű ötvözött acél, mindkettő ugyanaz, kivéve, hogy az előbbi kínai, az utóbbi pedig német acél. Mivel a Ti vegyi elem külföldön ritkán kapható, a németországi 20MnCr5 helyett Kínából 20CrMnTi-t vagy 20CrMn-t használnak, így az nem tartozik az ötvözött szerkezeti acélok körébe. Ennek az acélnak az edzett rétegét azonban a karburálási folyamat legfeljebb 1,2 mm-es mélységig korlátozza, ami szintén az acél alacsony árának előnye.
A rozsdamentes acél anyagok közé tartozik a német X46Cr13 rozsdamentes acél, a kínai 4Cr13 rozsdamentes acél stb. Ezeknek az anyagoknak jobb a merevsége és szívóssága, nagyobb a hőkezelési keménysége, mint a karburált acéloknak, edzett rétegeik, mint a karburált acéloké, valamint jó kopás- és korrózióállóságuk, ami hosszabb élettartamot eredményez. természetesen magasabb árak, mint a karburált acélok. A rozsdamentes acél sajtolóacél hosszú élettartama miatt a csere gyakorisága alacsony, így a tonnánkénti költség is alacsony.
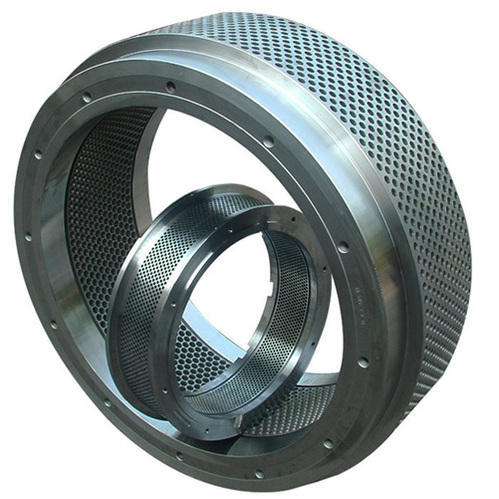
A gyűrűs sajtoló pellet malom szerszámanyaga általában ötvözött szerkezeti acél és rozsdamentes acél anyagok.
2.A pellet malom préselési aránya
i=d/L
T=L+M
M a redukált lyuk mélysége
A kompressziós arány (i) a szerszámfurat átmérőjének (d) és a szerszám tényleges hosszának (L) aránya.
A nyersanyag jellegétől függően az arány 8-15, a felhasználó kiválasztja a szerszám tömörítési arányát, és beállítja a specifikus tömörítési arányt, például valamivel alacsonyabb tömörítési arányt választ, ami előnyös a teljesítmény növeléséhez, csökkenti a nyomást. energiafogyasztás, csökkenti a gyűrűs forma kopását, de csökkenti a részecskék minőségét is, például a pelletek nem elég erősek, a megjelenés laza és a hossza eltérő, és a por sebessége magas.

3.A gyűrűs szerszám nyitási sebessége
A pelletgyártó szerszám nyitási sebessége a szerszámfurat teljes területének és a szerszám tényleges összterületének aránya. Általában minél nagyobb a szerszám nyitási sebessége, annál nagyobb a részecskehozam. A matrica szilárdságának biztosítása mellett a gyűrűs szerszám nyitási sebessége a lehető legnagyobb mértékben javítható.
Egyes nyersanyagoknál ésszerű kompressziós arány mellett a pelletgyár szerszámfala túl vékony, így a szerszám szilárdsága nem elegendő, és a gyártás során megjelenik a felrobbanó szerszám jelensége. Ekkor a gyűrűs matrica vastagságát növelni kell azzal a feltevéssel, hogy biztosítsuk a szerszámfurat tényleges hosszát.
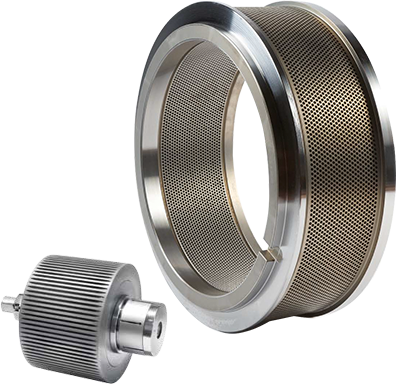
4.A pelletgyártó szerszám és a henger közötti illeszkedés
Ez a legfontosabb technológia a granulálás hatékonyságának javítására és a szerszám élettartamának meghosszabbítására. 4 szempontot kell tartalmaznia:
- Új gyűrűs szerszám új nyomógörgővel, kerülje a nyomógörgő túlzott használatát.
- A nyomóhengerek különböző formáinak kiválasztásához az anyagok jellegétől, a géptípus jellemzőitől függően, a legjobb extrudálási hatékonyság elérése érdekében a szerszám és a henger között.
- A rés illeszkedésének kulcsa a stabilitás, és az elv a következő: a kapacitás befolyásolása nélkül próbáljon meg lazítani.
- Szabályozza az adagolási sebességet, állítsa be az adagoló kaparó hosszú és rövid pozícióját az adagolási pozíció, az anyagréteg eloszlás szabályozásához.
5.Pellet malom szerszámos folyamatfeldolgozás
A gyűrűs szerszámfuratok rendkívül igényesek a megmunkáló és feldolgozó berendezések tekintetében, és a rozsdamentes acélhoz speciális pisztolyfúrók és vákuum-hőkezelő berendezések szükségesek a kiváló minőségű gyűrűs matricák előállításához. A kiváló, magas hőmérsékletű vákuumos kioltási eljárás jelentősen javíthatja az acél merevségét, keménységét, kopásállóságát, fáradási szilárdságát és szívósságát. Azonban a kiegyensúlyozott keménységű réteg garantálása minden szerszámfuratnál magas szintű feldolgozási készségeket és hosszú tapasztalatot igényel.
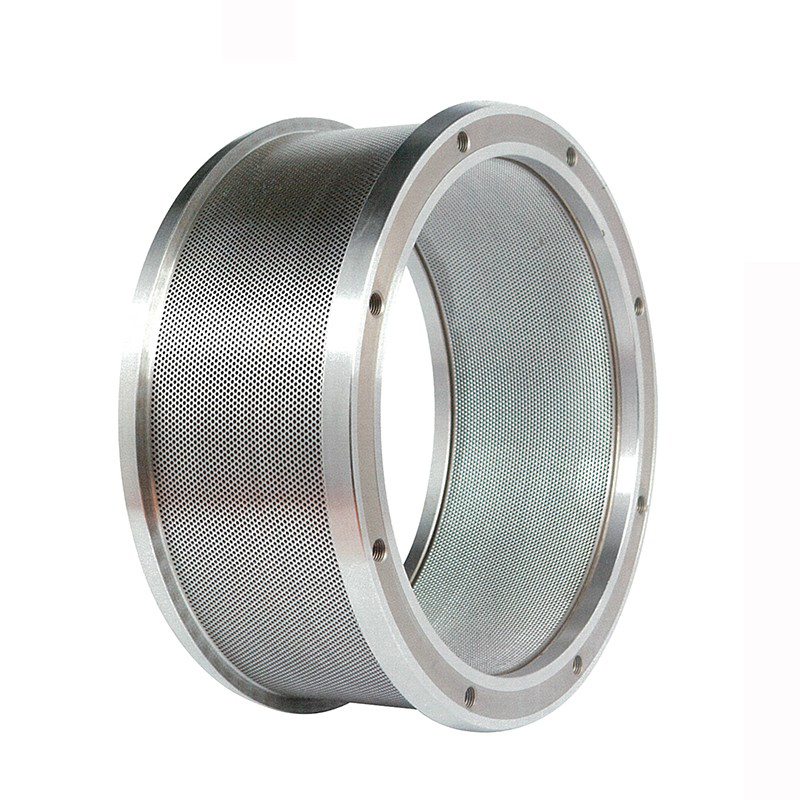
6.A szerszámfurat belső falának felületi érdessége
A felületi érdesség is fontos mutatója a gyűrűs szerszám minőségének. Általánosságban elmondható, hogy a belső fal felületének egy kis értéke javítja az illeszkedés minőségét, csökkenti a kopást és meghosszabbítja a gyűrűs szerszám élettartamát, de a gyűrűs szerszám feldolgozási költsége nő.
A gyűrűlyuk érdessége befolyásolja a tömörítési arányt és a részecskék képződését, valamint a gyártás hatékonyságát is. Ugyanazon gyűrűs szerszám-sűrítési arány mellett minél alacsonyabb az érdesség érték, annál kisebb a faapríték vagy a takarmány extrudálási ellenállása, annál simább a kisülés, annál jobb az előállított pellet minősége és annál nagyobb a gyártási hatékonyság. A jó gyűrűs szerszámlyuk feldolgozása akár 0,8-1,6 mikron is lehet, a gyűrűs szerszám érdessége körülbelül 0,8 mikron, a megfelelő gép az eldobható anyagon, nincs csiszolás.
