


SZLH શ્રેણી પેલેટ મિલ રિંગ ડાઇ
- SHH.ZHENGYI
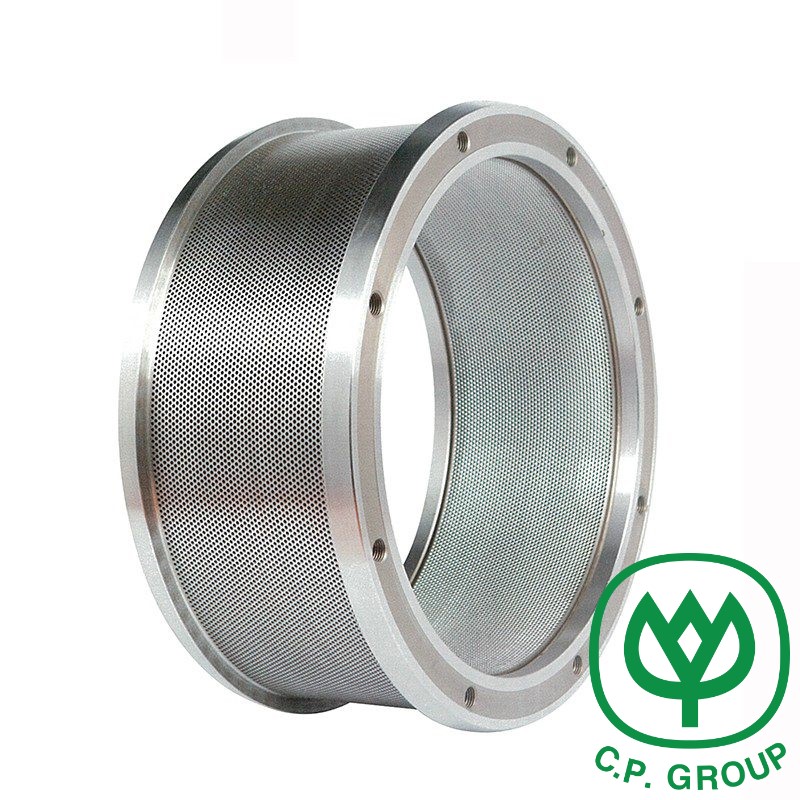
1.ઉચ્ચ-ગુણવત્તાવાળી કાચી સામગ્રી, ગૌણ સ્ટીલ નિર્માણ, ડીગાસિંગ બિલેટ પસંદ કરો;
2.રિંગ ડાઇ મટિરિયલ: X46Cr13 / 4Cr13 (સ્ટેનલેસ સ્ટીલ), 42Crmo / 20CrMnTi (એલોય સ્ટીલ) અથવા અન્ય કસ્ટમ સામગ્રી;
3. આયાત કરેલ ગન ડ્રીલ અને મલ્ટી-સ્ટેશન ડ્રીલ, વન-ટાઇમ ફોર્મિંગ ડાઇ હોલ, ઉચ્ચ ગુણવત્તાની પૂર્ણાહુતિ, ફીડનું ઉત્પાદન, સુંદર દેખાવ અને ઉચ્ચ આઉટપુટ;
4. લાંબા સેવા જીવનની ખાતરી કરવા માટે વેક્યૂમ ફર્નેસ અને સતત ક્વેન્ચિંગ ફર્નેસના સંયોજનને પસંદ કરો;
5. કમ્પ્રેશન રેશિયો અને તાકાત ડિઝાઇન કરવા માટે ગ્રાહકના સિદ્ધાંત અને જરૂરિયાતો અનુસાર;
6.ઉત્પાદનની ગુણવત્તા સુનિશ્ચિત કરવા માટે માઇક્રોસ્કોપિક પરીક્ષા;
42Crmo / 20CrMnTi એલોય સ્ટીલ રિંગ ડાઇ પ્રોસેસિંગ ટેકનોલોજી:
કટિંગ→ફોર્જિંગ→સામાન્યીકરણ→રફિંગ→ટેમ્પરિંગ→ફિનિશિંગ→ડ્રિલિંગ (વિસ્તરણ) હોલ→કાર્બરાઇઝિંગ→ગ્રાઇન્ડીંગ→(ઓક્સિડેશન લેયરને બાદ કરતાં) →પ્રેશર ટેસ્ટિંગ→(ફોસ્ફરસ પેસિવેશન)→કોટિંગ એન્ટીરસ્ટ ઓઇલ →ચેક અને સેવ વિકલ્પ;
X46Cr13 / 4Cr13 સ્ટેનલેસ સ્ટીલ રિંગ ડાઇ પ્રોસેસિંગ ટેકનોલોજી:
કટિંગ→ફોર્જિંગ→રફિંગ→સામાન્યીકરણ→ફિનિશિંગ→ક્વેન્ચિંગ અને ટેમ્પરિંગ→ › ફિનિશિંગ→ડ્રિલિંગ હોલ→નાઈટ્રેડિંગ→પોલિશિંગ→પ્રેશર ટેસ્ટ→ કોટિંગ રેઝિસ્ટન્સ→રસ્ટી ઓઈલ→ચેક અને સેવ વિકલ્પો;
| S/N | મોડલ | કદ OD*ID*સમગ્ર પહોળાઈ*પેડની પહોળાઈ -mm | છિદ્રનું કદ mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | SZLH400 | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
સ્ટેપ્ડ રોલર શેલ
રોલર શેલ પેલેટ મિલના મુખ્ય કાર્યકારી ભાગોમાંનું એક છે. વિવિધ બાયોફ્યુઅલ ગોળીઓ, પશુ આહાર અને અન્ય ગોળીઓ પર પ્રક્રિયા કરવા માટે વપરાય છે. ઉચ્ચ વસ્ત્રો-પ્રતિરોધક એલોય સ્ટીલ (40Cr, 20Crmnti, Gcr15), કાર્બ્યુરાઇઝિંગ હીટ ટ્રીટમેન્ટ, સમાન કઠિનતાનો ઉપયોગ કરીને. સર્વિસ લાઇફ લાંબી છે, અને ત્યાં વિવિધ પ્રકારની રચનાઓ છે જેમ કે દાંતના આકારના થ્રુ-આકારના, દાંતના આકારના બ્લોક્ડ અને છિદ્ર આકારના. પ્રેસિંગ રોલર ભાગ આંતરિક તરંગી શાફ્ટ અને ચોક્કસ પરિમાણો સાથેના અન્ય ભાગોથી બનેલો છે, જે વપરાશકર્તાની ઉત્પાદન આવશ્યકતાઓ અનુસાર પ્રેસિંગ રોલર અને રિંગ ડાઇ વચ્ચેના અંતરને સમાયોજિત કરવા માટે અનુકૂળ છે, અને તેને ફોલ્ડ અને ઇન્સ્ટોલ કરવું સરળ છે, અને તે પ્રેસિંગ રોલર શેલને બદલવું સરળ છે.
સાવચેતીનાં પગલાં:
1. યોગ્ય ડાઇ હોલ કમ્પ્રેશન રેશિયો યોગ્ય રીતે પસંદ કરો;
2. રિંગ ડાઇ અને પ્રેશર રોલર વચ્ચેના વર્કિંગ ગેપને 0.1 અને 0.3 મીમીની વચ્ચે યોગ્ય રીતે ગોઠવો (નવું ગ્રાન્યુલેટર "જેવું ફરતું હોય પણ ફરતું નથી" સ્થિતિમાં ચાલુ થાય તે પછી પ્રેશર રોલર રિંગ ડાઇ દ્વારા ચલાવવામાં આવે છે) ;
3. નવી રીંગ ડાઇનો ઉપયોગ નવા પ્રેશર રોલર સાથે થવો જોઈએ, અને પ્રેશર રોલર અને રીંગ ડાઈ પહેલા ઢીલા હોવા જોઈએ અને પછી કડક કરવામાં આવશે. જ્યારે પ્રેશર રોલરની બંને બાજુએ તીક્ષ્ણ ખૂણા દેખાય છે, ત્યારે પ્રેશર રોલર અને રિંગ ડાઇ વચ્ચે સારી રીતે ફિટ થવા માટે પ્રેશર રોલરનો ફ્લેંજ સમયસર હેન્ડ ગ્રાઇન્ડર વડે સ્મૂથ કરવો જોઈએ;
4. ડાઇ હોલમાં લોખંડનું દબાણ ઘટાડવા માટે કાચા માલને પેલેટાઇઝર પહેલાં પ્રારંભિક સફાઈ અને ચુંબકીય વિભાજનમાંથી પસાર થવું આવશ્યક છે. અને કોઈ અવરોધ છે કે કેમ તે જોવા માટે નિયમિતપણે ડાઇ હોલની તપાસ કરવી. અવરોધિત મોલ્ડ હોલને સમયસર પંચ કરો અથવા ડ્રિલ કરો;
5. રિંગ ડાઇના માર્ગદર્શિકા શંકુ છિદ્રની પ્લાસ્ટિક વિકૃતિને રીપેર કરવી જોઈએ. સમારકામ કરતી વખતે, એ નોંધવું જોઈએ કે રિંગ ડાઈની કાર્યકારી આંતરિક સપાટીનો સૌથી નીચો ભાગ ઓવરટ્રાવેલ ગ્રુવના તળિયે કરતા 2 મીમી ઊંચો હોવો જોઈએ, અને સમારકામ પછી દબાણ રોલરના તરંગી શાફ્ટને સમાયોજિત કરવા માટે હજુ પણ જગ્યા છે અન્યથા, રીંગ ડાઇ સ્ક્રેપ કરવી જોઈએ;
6. પ્રેશર રોલર શેલ સોનાની પ્રક્રિયા અને હીટ ટ્રીટમેન્ટ દ્વારા વસ્ત્રો-પ્રતિરોધક એલોય સામગ્રીથી બનેલું છે. પ્રેશર રોલર શેલના દાંતની સપાટીનું સ્વરૂપ દાણાદાર કામગીરી પર ચોક્કસ પ્રભાવ ધરાવે છે.
સામાન્ય રીતે ઉપયોગમાં લેવાતા રોલર શેલ ટૂથ પ્રોફાઇલ: પ્રકાર દ્વારા દાંતની પ્રોફાઇલ, પ્રકાર દ્વારા નહીં, છિદ્રના પ્રકાર દ્વારા દાંતની પ્રોફાઇલ.
1. પાસ અને ટૂથ ગ્રુવ રોલર્સનો ઉપયોગ મુખ્યત્વે પશુધન અને મરઘાંની સામગ્રીને પેલેટાઇઝ કરવા માટે થાય છે. પાસ રોલર્સનો ફાયદો એ છે કે રિંગ ડાઇ સમાન રીતે પહેરે છે, પરંતુ કોઇલનું પ્રદર્શન નબળું છે.
2. દાંતના ગ્રુવ આકારના પ્રેશર રોલરમાં કોઇલ સામગ્રીની સારી કામગીરી હોય છે અને તેનો ઉપયોગ સામાન્ય રીતે ફીડ ફેક્ટરીઓમાં થાય છે, પરંતુ રિંગ ડાઇના વસ્ત્રો એકસમાન હોતા નથી. સીલિંગ એજ સાથે દાંતના ખાંચ આકારનું પ્રેશર રોલર મુખ્યત્વે જળચર સામગ્રીના પેલેટાઇઝિંગ માટે યોગ્ય છે. બંને બાજુઓ પર સ્લાઇડ કરો.
હેલિકલ રોલર શેલ
રોલર શેલ પેલેટ મિલના મુખ્ય કાર્યકારી ભાગોમાંનું એક છે. વિવિધ બાયોફ્યુઅલ ગોળીઓ, પશુ આહાર અને અન્ય ગોળીઓ પર પ્રક્રિયા કરવા માટે વપરાય છે. ઉચ્ચ વસ્ત્રો-પ્રતિરોધક એલોય સ્ટીલ (40Cr, 20Crmnti, Gcr15), કાર્બ્યુરાઇઝિંગ હીટ ટ્રીટમેન્ટ, સમાન કઠિનતાનો ઉપયોગ કરીને. સર્વિસ લાઇફ લાંબી છે, અને ત્યાં વિવિધ પ્રકારની રચનાઓ છે જેમ કે દાંતના આકારના થ્રુ-આકારના, દાંતના આકારના બ્લોક્ડ અને છિદ્ર આકારના. પ્રેસિંગ રોલર ભાગ આંતરિક તરંગી શાફ્ટ અને ચોક્કસ પરિમાણો સાથેના અન્ય ભાગોથી બનેલો છે, જે વપરાશકર્તાની ઉત્પાદન આવશ્યકતાઓ અનુસાર પ્રેસિંગ રોલર અને રિંગ ડાઇ વચ્ચેના અંતરને સમાયોજિત કરવા માટે અનુકૂળ છે, અને તેને ફોલ્ડ અને ઇન્સ્ટોલ કરવું સરળ છે, અને તે પ્રેસિંગ રોલર શેલને બદલવું સરળ છે.
સાવચેતીનાં પગલાં:
1. યોગ્ય ડાઇ હોલ કમ્પ્રેશન રેશિયો યોગ્ય રીતે પસંદ કરો;
2. રિંગ ડાઇ અને પ્રેશર રોલર વચ્ચેના વર્કિંગ ગેપને 0.1 અને 0.3 મીમીની વચ્ચે યોગ્ય રીતે ગોઠવો (નવું ગ્રાન્યુલેટર "જેવું ફરતું હોય પણ ફરતું નથી" સ્થિતિમાં ચાલુ થાય તે પછી પ્રેશર રોલર રિંગ ડાઇ દ્વારા ચલાવવામાં આવે છે) ;
3. નવી રીંગ ડાઇનો ઉપયોગ નવા પ્રેશર રોલર સાથે થવો જોઈએ, અને પ્રેશર રોલર અને રીંગ ડાઈ પહેલા ઢીલા હોવા જોઈએ અને પછી કડક કરવામાં આવશે. જ્યારે પ્રેશર રોલરની બંને બાજુએ તીક્ષ્ણ ખૂણા દેખાય છે, ત્યારે પ્રેશર રોલર અને રિંગ ડાઇ વચ્ચે સારી રીતે ફિટ થવા માટે પ્રેશર રોલરનો ફ્લેંજ સમયસર હેન્ડ ગ્રાઇન્ડર વડે સ્મૂથ કરવો જોઈએ;
4. ડાઇ હોલમાં લોખંડનું દબાણ ઘટાડવા માટે કાચા માલને પેલેટાઇઝર પહેલાં પ્રારંભિક સફાઈ અને ચુંબકીય વિભાજનમાંથી પસાર થવું આવશ્યક છે. અને કોઈ અવરોધ છે કે કેમ તે જોવા માટે નિયમિતપણે ડાઇ હોલની તપાસ કરવી. અવરોધિત મોલ્ડ હોલને સમયસર પંચ કરો અથવા ડ્રિલ કરો;
5. રિંગ ડાઇના માર્ગદર્શિકા શંકુ છિદ્રની પ્લાસ્ટિક વિકૃતિને રીપેર કરવી જોઈએ. સમારકામ કરતી વખતે, એ નોંધવું જોઈએ કે રિંગ ડાઈની કાર્યકારી આંતરિક સપાટીનો સૌથી નીચો ભાગ ઓવરટ્રાવેલ ગ્રુવના તળિયે કરતા 2 મીમી ઊંચો હોવો જોઈએ, અને સમારકામ પછી દબાણ રોલરના તરંગી શાફ્ટને સમાયોજિત કરવા માટે હજુ પણ જગ્યા છે અન્યથા, રીંગ ડાઇ સ્ક્રેપ કરવી જોઈએ;
6. પ્રેશર રોલર શેલ સોનાની પ્રક્રિયા અને હીટ ટ્રીટમેન્ટ દ્વારા વસ્ત્રો-પ્રતિરોધક એલોય સામગ્રીથી બનેલું છે. પ્રેશર રોલર શેલના દાંતની સપાટીનું સ્વરૂપ દાણાદાર કામગીરી પર ચોક્કસ પ્રભાવ ધરાવે છે.
સામાન્ય રીતે ઉપયોગમાં લેવાતા રોલર શેલ ટૂથ પ્રોફાઇલ: પ્રકાર દ્વારા દાંતની પ્રોફાઇલ, પ્રકાર દ્વારા નહીં, છિદ્રના પ્રકાર દ્વારા દાંતની પ્રોફાઇલ.
1. પાસ અને ટૂથ ગ્રુવ રોલર્સનો ઉપયોગ મુખ્યત્વે પશુધન અને મરઘાંની સામગ્રીને પેલેટાઇઝ કરવા માટે થાય છે. પાસ રોલર્સનો ફાયદો એ છે કે રિંગ ડાઇ સમાન રીતે પહેરે છે, પરંતુ કોઇલનું પ્રદર્શન નબળું છે.
2. દાંતના ગ્રુવ આકારના પ્રેશર રોલરમાં કોઇલ સામગ્રીની સારી કામગીરી હોય છે અને તેનો ઉપયોગ સામાન્ય રીતે ફીડ ફેક્ટરીઓમાં થાય છે, પરંતુ રિંગ ડાઇના વસ્ત્રો એકસમાન હોતા નથી. સીલિંગ એજ સાથે દાંતના ખાંચ આકારનું પ્રેશર રોલર મુખ્યત્વે જળચર સામગ્રીના પેલેટાઇઝિંગ માટે યોગ્ય છે. બંને બાજુઓ પર સ્લાઇડ કરો.