Fabricante de troqueles de anel da serie PTN para recambios para molinos de pellets
- SHH.ZHENGYI
● Troquel de anel da serie PTN
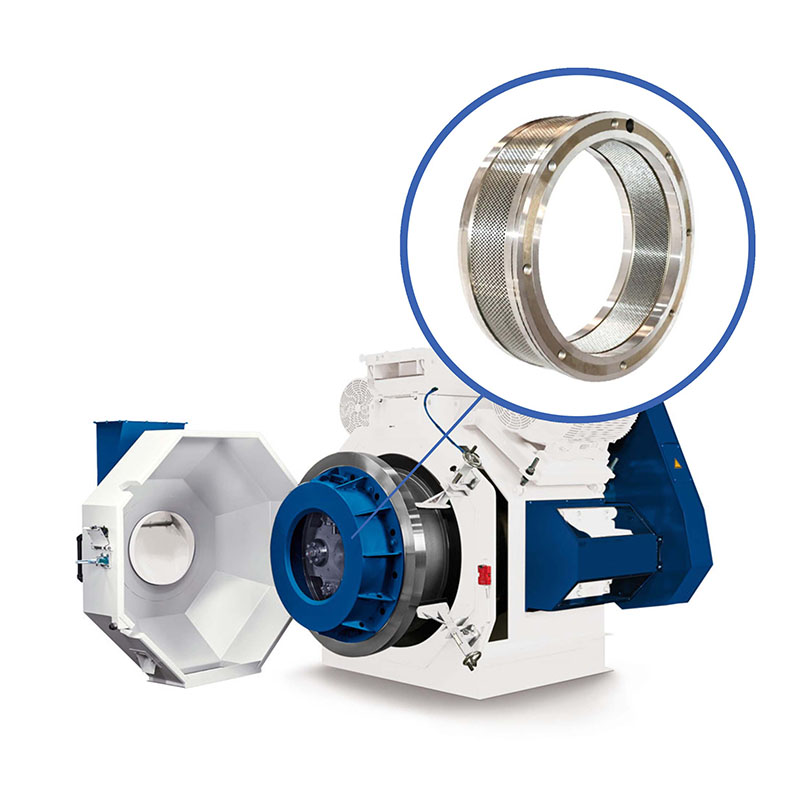

A matriz de anel da serie de molinos de pellets PTN está feita de aceiro de aliaxe de alta calidade ou aceiro inoxidable de alto cromo (estándar alemán X46cr13). É procesado por forxa, corte, perforación, tratamento térmico e outros procesos. A través dun estrito sistema de xestión e calidade da produción, a dureza, a uniformidade do burato e o acabado do burato do anel de produción alcanzaron unha calidade moi alta.
Parámetro
| S/N | Modelo | TamañoOD*ID*ancho total*ancho da almofada -mm | Tamaño do buratomm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Análise da situación anormal e melloras recomendadas
Análise do motivo de roto (normalmente ocorreu en
fundición continua de pequenas empresas)
1. Die roto pola superficie de coincidencia da roda motriz
2. Morre roto polo desgaste e deformación do anel de forro da matriz.
3. Morre roto por waring da chave de condución.
4. Indentación impresa na superficie da matriz para o efecto debilitador do dispositivo de desplanchado e, a continuación, facer que o troquel se rache.
5. Pequena abertura entre a matriz e o rolo de compresión.
6. Morre roto por unha pequena relación de compresión, o alimento para peixes de pequeno diámetro morre sen ventilación de alivio da presión.
| Non. | Aparición | Razóns | Solucións |
| 1 | Dobras de partículas, con fendas |
| |
| 2 | Con fenda transversal |
| |
| 3 | Gretas verticais |
| |
| 4 | Gretas radiativas | Existen partículas grandes (quedan medio piso ou callos enteiros) | Controla a finura das materias primas, aumenta a uniformidade da moenda. |
| 5 | Desnivel superficial |
| |
| 6. | Bigote como pellet | Demasiado vapor e presión demasiado grande, o pellet racha cando se deixa a matriz. | 1. Reduce a presión do vapor, usa vapor de baixa presión (15 – 20 psi) para o acondicionamento. 2. Comprobar a posición da válvula redutora. |