


Carcasa de rolo corrugado - Extremo aberto
- SHH.ZHENGYI
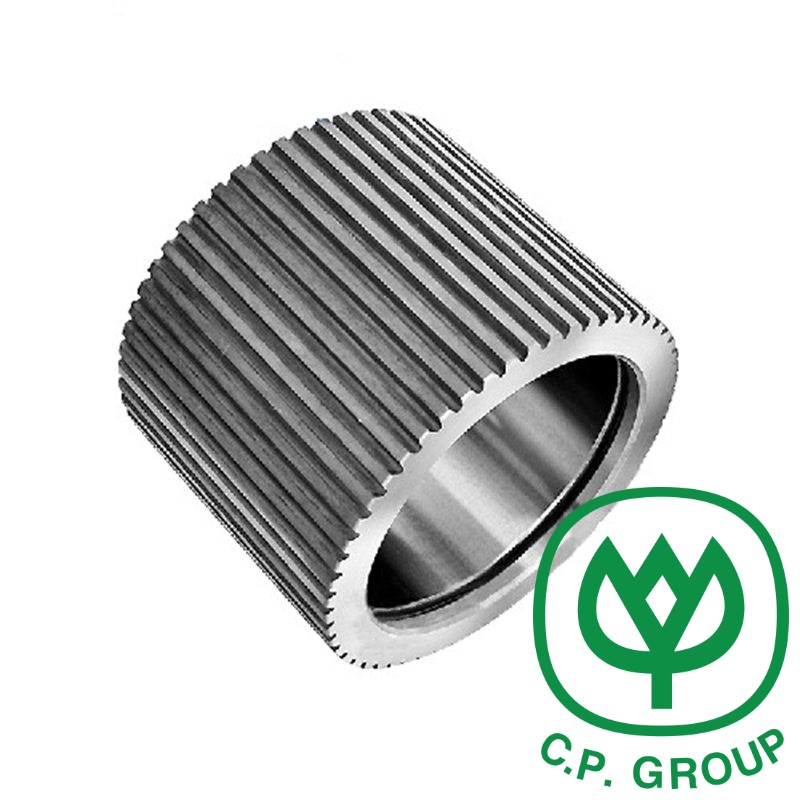
O tipo de extremo aberto significa que hai unha serie de sucos rectos con intervalos iguais na dirección circunferencial da superficie circunferencial exterior da cuncha. As ranuras rectas están situadas no medio axial da superficie circunferencial exterior da carcasa do rolo de presión, e a súa lonxitude é igual á anchura da carcasa do rolo de presión.
Vantaxes:Pode desempeñar o papel de nivelar os materiais na dirección do canal. Cando a presión é moi alta, pode aliviar parcialmente a presión e reducir o desgaste entre o rolo e o anel. O material da bobina ten un bo rendemento e o funcionamento é relativamente estable.
Desvantaxes:A fuga de material é fácil nos dous extremos, provocando perdas; o desgaste da matriz do anel será desigual.
A carcasa do rolo é unha das principais pezas de traballo da fábrica de pellets. Úsase para procesar varios pellets de biocombustibles, alimentación animal e outros pellets. Usando aceiro de aliaxe de alta resistencia ao desgaste (20MnCr5), tratamento térmico de cementación, dureza uniforme. A vida útil é longa e hai diferentes tipos de estruturas, como en forma de dente, en forma de dente bloqueado e en forma de burato. A parte do rolo de prensado está feita de eixe excéntrico interno e outras pezas con dimensións precisas, o que é conveniente para axustar a distancia entre o rolo de prensa e a matriz do anel segundo os requisitos de produción do usuario, e é fácil de dobrar e instalar, e é fácil substituír a carcasa do rolo de prensado.
Precaucións:
1. Seleccione correctamente a relación de compresión do burato de matriz adecuada;
2. Axuste correctamente a brecha de traballo entre a matriz de anel e o rolo de presión para que estea entre 0,1 e 0,3 mm (o rolo de presión é impulsado pola matriz de anel despois de que se acende o novo granulador nun estado "como xirando pero non xirando"). ;
3. A nova matriz de anel debe usarse cun novo rolo de presión, e o rolo de presión e a matriz de anel deben estar soltos antes e despois apertados. Cando aparecen esquinas afiadas a ambos os dous lados do rolo de presión, a brida do rolo de presión debe alisarse cun moedor manual a tempo para facilitar un bo axuste entre o rolo de presión e a matriz do anel;
4. A materia prima debe someterse a unha limpeza preliminar e unha separación magnética antes do granulador para reducir a presión do ferro no burato da matriz. E para comprobar o burato da matriz regularmente para ver se hai algún bloqueo. Perforar ou perforar o burato do molde bloqueado a tempo;
5. Debe repararse a deformación plástica do orificio do cono guía da matriz do anel. Ao reparar, hai que ter en conta que a parte máis baixa da superficie interna de traballo da matriz do anel debe ser 2 mm máis alta que a parte inferior da ranura de sobrecorrida, e aínda hai espazo para axustar o eixe excéntrico do rolo de presión despois da reparación. a matriz do anel debe ser eliminada;
6. A carcasa do rolo de presión está feita de material de aliaxe resistente ao desgaste mediante procesamento de ouro e tratamento térmico. A forma da superficie do dente da carcasa do rolo de presión ten unha certa influencia no rendemento da granulación.