


Corrugated Roller Shell - Iepen ein
- SHH.ZHENGYI
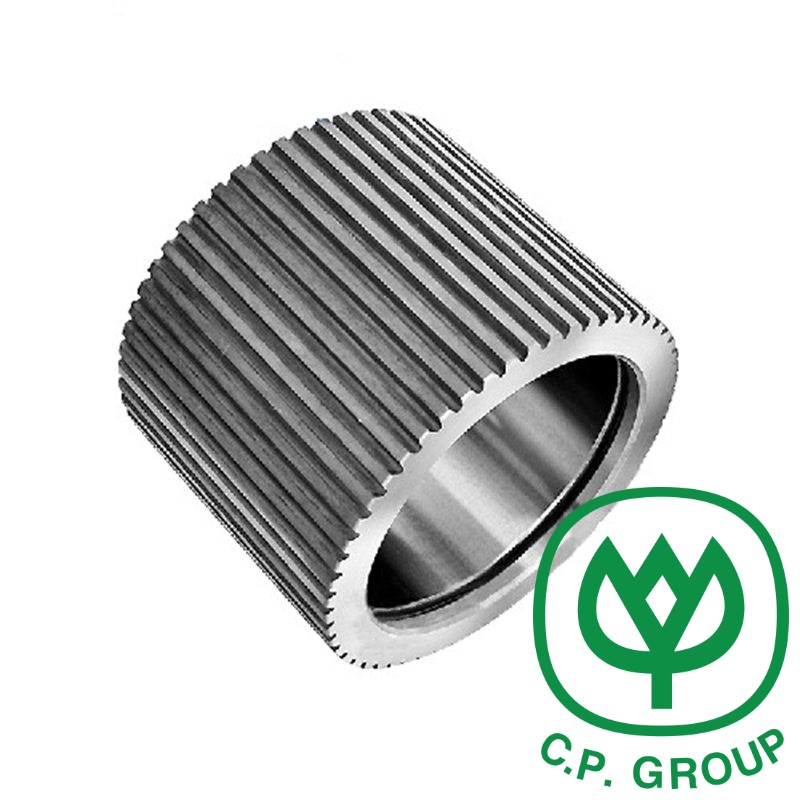
Iepen ein type betsjut dat der in oantal rjochte grooves mei gelikense yntervallen yn 'e circumferential rjochting fan' e bûtenste circumferential oerflak fan 'e shell. De rjochte grooves lizze yn 'e axial midden fan' e bûtenste circumferential oerflak fan 'e druk roller shell, en harren lingte is lyk oan de breedte fan' e druk roller shell.
Foardielen:It kin de rol spylje fan nivellering fan materialen yn 'e trogrjochting. As de druk ekstreem heech is, kin it de druk foar in part ûntlêste en de slijtage tusken de roller en de ringstjerre ferminderje. It spul materiaal hat goede prestaasjes en de operaasje is relatyf stabyl.
Neidielen:Materiaal leakage is maklik oan beide úteinen, wêrtroch ferliezen; de slijtage op 'e ring die sil wêze ûngelyk.
De roller shell is ien fan de wichtichste wurkjende dielen fan pellet mole. Wurdt brûkt om ferskate biobrânstofpellets, feefoer en oare pellets te ferwurkjen. Mei help fan hege wear-resistant alloy stiel (20MnCr5), carburizing waarmte behanneling, unifoarm hurdens. De tsjinst libben is lang, en d'r binne ferskate soarten struktueren lykas toskfoarmige trochfoarmige, toskfoarmige blokkearre en gatfoarmige. De drukke roller diel is makke fan ynterne eksintrike skacht en oare dielen mei krekte ôfmjittings, dat is handich om te passen de ôfstân tusken de drukken roller en de ring die neffens de brûker syn produksje easken, en it is maklik te fold en ynstallearje, en it is maklik te ferfangen de drukken roller shell.
Foarsoarchsmaatregels:
1. Korrekt selektearje de passende die gat kompresje ratio;
2. Korrekt oanpasse de wurkjende gap tusken de ring die en de druk roller te wêzen tusken 0.1 en 0.3mm (de druk roller wurdt dreaun troch de ring die neidat de nije granulator is ynskeakele yn in "lykas rotearjende mar net rotearjende" steat) ;
3. De nije ring die moat brûkt wurde mei in nije druk roller, en de druk roller en de ring die moat wêze los foar en dan oanskerpe. Wannear't skerpe hoeken ferskine oan beide kanten fan 'e druk roller, de flange fan' e druk roller moat wurde glêd mei in hân grinder yn 'e tiid te fasilitearjen in goede fit tusken de druk roller en de ring die;
4. De grûnstof moat foarriedige reiniging en magnetyske skieding ûndergean foar de pelletizer om izer te drukken yn 'e die gat. En om it diegat regelmjittich te kontrolearjen om te sjen oft der in blokkade is. Punch út of boarje út it blokkearre mal gat yn 'e tiid;
5. Plastic deformation fan de gids cone gat fan de ring die moat wurde reparearre. By reparaasje moat opmurken wurde dat it leechste diel fan 'e wurkjende ynderlike oerflak fan' e ringdie 2 mm heger wêze moat as de boaiem fan 'e overtravelgroove, en d'r is noch romte foar it oanpassen fan de eksintrike skacht fan' e drukrol nei reparaasje. de ring die moat wurde skrast;
6. De druk roller shell is makke fan wear-resistant alloy materiaal troch gouden ferwurking en waarmte behanneling. De tosk oerflak foarm fan de druk roller shell hat in bepaalde ynfloed op de granulation prestaasjes.