

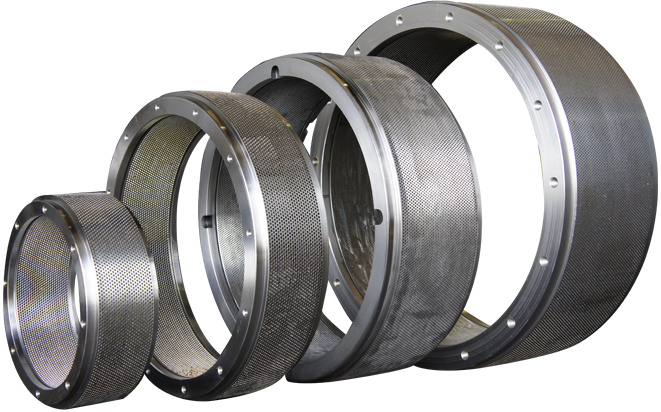
Matriit on pelletitehase põhikomponent. Ja see on võtisöödagraanulite valmistamine. Mittetäieliku statistika kohaselt moodustab pelletitehase stantsi kadu maksumus üle 25% kogu tootmistsehhi hoolduskuludest. Iga tasude protsendipunkti tõusuga langeb teie turu konkurentsivõime 0,25%. Seega on pelletitehase tehnilised andmed äärmiselt olulised.
Shanghai Zhengyi (CPSHZY) on professionaalsöödagraanulitehastarnija Hiinas. Pakume ringstantsi graanulitehast, lamedat graanulitehast japelletiveski osad, nagu lamedad stantsid, rõngasvormid, pelletiveski rull ja muud pelletimasina osad.
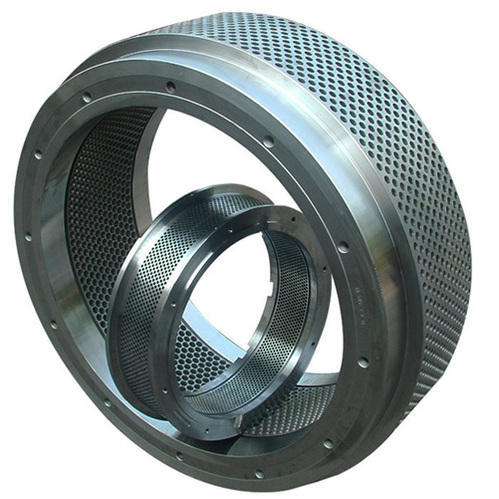
1.Pelletiveski stantsi materjal
Graanuliveski stants on tavaliselt valmistatud süsinikterasest, legeeritud konstruktsiooniterasest või roostevabast terasest sepistamise, töötlemise, aukude puurimise ja kuumtöötlemise teel. Kasutaja saab valida vastavalt osakeste tooraine korrosioonile. Pelletitehase stantsi materjal peaks olema valmistatud legeerkonstruktsiooniga terasest või roostevabast terasest rõngasvormist.
Süsinikkonstruktsiooniteras, näiteks 45 teras, selle kuumtöötlemise kõvadus on üldiselt 45–50 HRC, see on madala kvaliteediga rõngasvormi materjal, selle kulumiskindlus ja korrosioonikindlus on halvad, nüüd põhimõtteliselt kõrvaldatud.
Legeerkonstruktsiooniteras, näiteks 40Cr, 35CrMo jne, kuumtöötluse kõvadusega üle 50HRC ja heade integreeritud mehaaniliste omadustega. Sellest materjalist valmistatud matriitsil on kõrge tugevus ja kulumiskindlus, kuid puuduseks on see, et korrosioonikindlus ei ole hea, eriti kalade söötmisel.
Materjalist, saialillegraanulitest, hakkepuidu, põhugraanulitest jms valmistatud rõngasstantside hind on palju kõrgem kui roostevaba teras. Nii 20CrMnTi kui ka 20MnCr5 on madala karboniseerumisega legeerterased, mis mõlemad on samad, välja arvatud see, et esimene on Hiina ja teine Saksa teras. Kuna keemilist elementi Ti on välismaal harva saadaval, kasutatakse Saksamaalt pärit 20MnCr5 asemel Hiinast pärit 20CrMnTi või 20CrMn, seega ei kuulu see legeerkonstruktsiooniterase alla. Selle terase karastatud kihti piirab aga karburiseerimisprotsess maksimaalselt 1,2 mm sügavusele, mis on ka selle terase madala hinna eelis.
Roostevaba terase materjalide hulka kuuluvad Saksa roostevaba teras X46Cr13, Hiina roostevaba teras 4Cr13 jne. Nendel materjalidel on parem jäikus ja sitkus, kõrgem kuumtöötluse kõvadus kui karbureeritud terastel, karastatud kihid kui karbureeritud terastel ning hea kulumis- ja korrosioonikindlus, mille tulemuseks on pikem eluiga ja vastupidavus korrosioonile. loomulikult kõrgemad hinnad kui karbureeritud terasel. Roostevabast terasest surveterase pika eluea tõttu on vahetussagedus madal ja seetõttu on ka tonni maksumus madal.
Üldiselt on rõngasvormi pelletitehase stantsimaterjaliks legeeritud konstruktsiooniteras ja roostevaba teras.
2.Pelletiveski stantsi surveaste
i=d/L
T = L+M
M on vähendatud augu sügavus
Surveaste (i) on stantsi ava läbimõõdu (d) ja stantsi efektiivse pikkuse (L) suhe.
Vastavalt tooraine olemusele on suhe 8-15, kasutaja valib stantsi tihendusastme ja reguleerib konkreetset surveastet, näiteks valib veidi madalama tihendusastme, mis on kasulik väljundi suurendamiseks ja surve vähendamiseks. energiatarbimist, vähendage rõngasvormi kulumist, kuid vähendage ka osakeste kvaliteeti, näiteks graanulid ei ole piisavalt tugevad, välimus on lahti ja pikkus on erinev ning pulbri kiirus on kõrge.

3.Rõngasvormi avanemiskiirus
Graanuliveski stantsi avanemiskiirus on stantsi ava kogupindala ja matriitsi efektiivse kogupindala suhe. Üldiselt, mida suurem on stantsi avanemiskiirus, seda suurem on osakeste saagis. Matriitsi tugevuse tagamise eeldusel saab rõngasvormi avanemiskiirust nii palju kui võimalik parandada.
Mõne tooraine puhul on pelletitehase matriitsi sein mõistliku surveastme korral liiga õhuke, nii et matriitsi tugevus ei ole piisav ja tootmises ilmneb plahvatava matriitsi nähtus. Sel ajal tuleks rõngasvormi paksust suurendada eeldusel, et oleks tagatud matriitsi augu efektiivne pikkus.
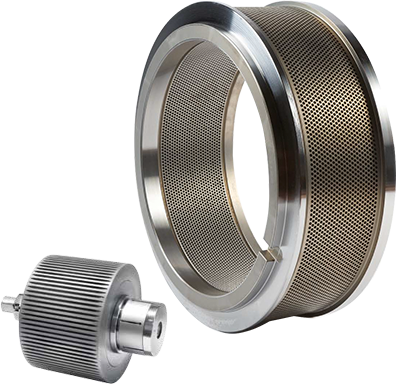
4.Sobivus pelletiveski stantsi ja rulli vahel
See on kõige olulisem tehnoloogia granuleerimise efektiivsuse parandamiseks ja stantsi eluea pikendamiseks. See peaks sisaldama 4 aspekti:
- Uus rõngasvorm uue surverulliga, vältige surverulli liigset kasutamist.
- Vastavalt materjalide olemusele, masinatüübi omadustele surverulli erinevate vormide valikul, et saavutada parim ekstrusioonitõhusus matriitsi ja rulli vahel.
- Vahemiku sobivuse võti on stabiilsus ja põhimõte on: ilma suutlikkust mõjutamata proovige lõõgastuda.
- Kontrollige söötmiskiirust, reguleerige söötmiskaabitsa pikka ja lühikest asendit, et kontrollida söötmisasendit, materjali kihi jaotust.
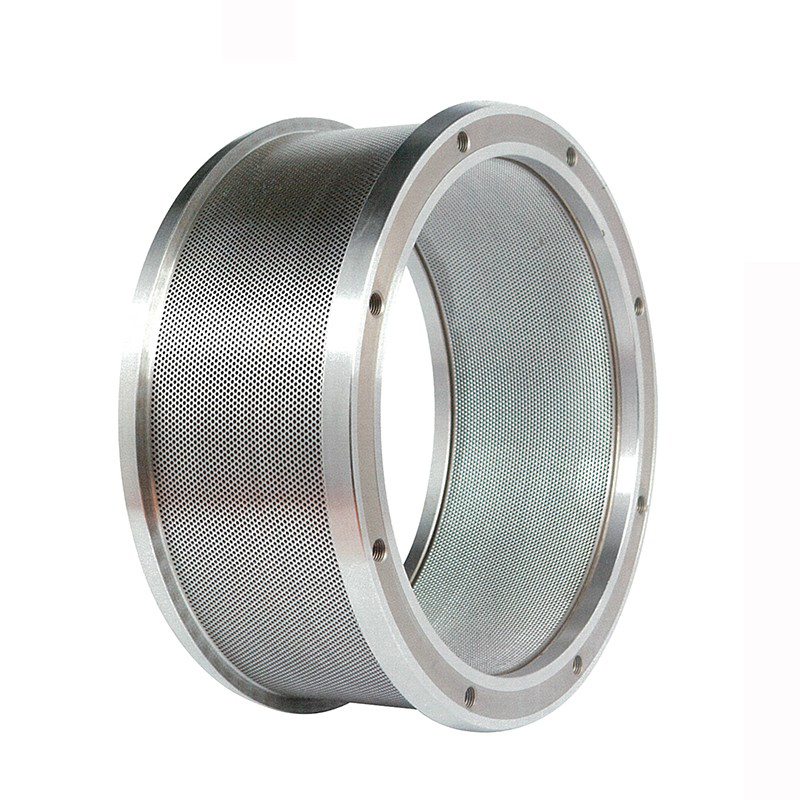
5.Pelletiveski stantsi töötlemine
Rõngasvormi augud on töötlemis- ja töötlemisseadmete osas äärmiselt nõudlikud ning roostevaba terase jaoks on kvaliteetsete rõngasstantside tootmiseks vaja spetsiaalseid püstolipuure ja vaakumkuumtöötlusseadmeid. Suurepärane kõrge temperatuuriga vaakumkustutusprotsess võib oluliselt parandada terase jäikust, kõvadust, kulumiskindlust, väsimustugevust ja tugevust. Võime tagada tasakaalustatud kõvaduskihi iga stantsiaugu jaoks nõuab aga kõrget töötlemisoskust ja pikaajalist kogemust.
6.Matriitsi ava siseseina stantsi pinna karedus
Pinna karedus on samuti oluline rõngastiili kvaliteedi näitaja. Üldiselt parandab siseseina pinna kareduse väike väärtus sobivuse kvaliteeti, vähendab kulumist ja pikendab rõngasvormi eluiga, kuid rõngasvormi töötlemise kulud suurenevad.
Rõngasava karedus mõjutab ka kokkusurumisastet ja osakeste moodustumist ning tootmise efektiivsust. Sama rõngasstantsi surveastme korral, mida madalam on kareduse väärtus, mida madalam on puiduhakke või sööda ekstrusioonitakistus, seda sujuvam on tühjendamine, seda kõrgem on toodetavate graanulite kvaliteet ja seda suurem on tootmise efektiivsus. Hea rõngasvormi augu töötlemine võib olla kuni 0,8–1,6 mikronit, rõngasvormi karedus on umbes 0,8 mikronit, õige masin ühekordselt kasutataval materjalil, lihvimine puudub.
