


Carcasa de rodillo corrugado: extremo abierto
- SHH.ZHENGYI
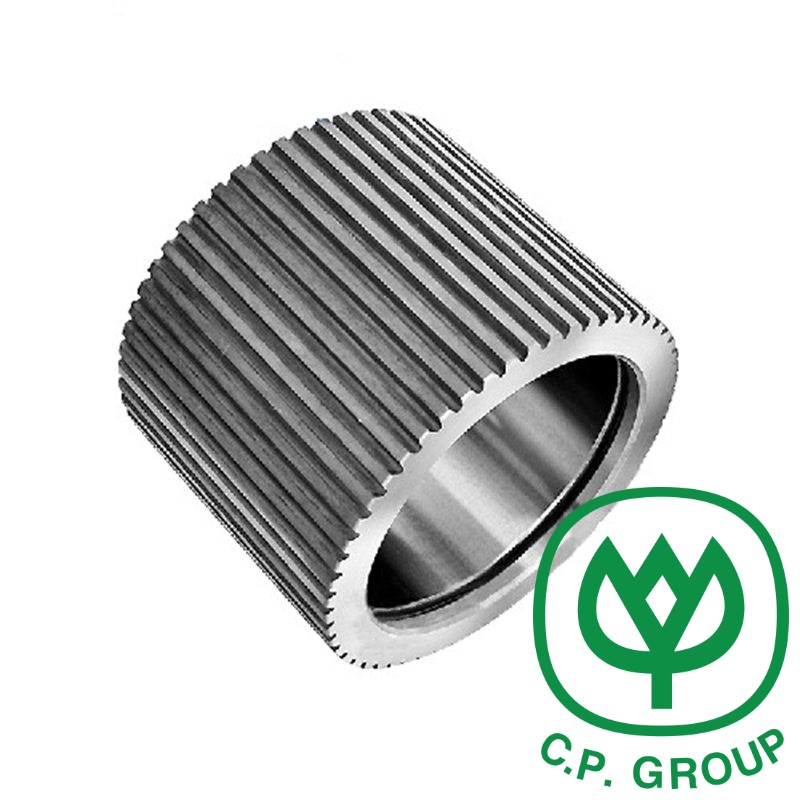
El tipo de extremo abierto significa que hay una serie de ranuras rectas con intervalos iguales en la dirección circunferencial de la superficie circunferencial exterior de la carcasa. Las ranuras rectas están situadas en el centro axial de la superficie circunferencial exterior de la carcasa del rodillo de presión y su longitud es igual a la anchura de la carcasa del rodillo de presión.
Ventajas:Puede desempeñar el papel de nivelar materiales en la dirección del canal. Cuando la presión es extremadamente alta, puede aliviar parcialmente la presión y reducir el desgaste entre el rodillo y el anillo. El material de la bobina tiene buen rendimiento y el funcionamiento es relativamente estable.
Desventajas:La fuga de material es fácil en ambos extremos, provocando pérdidas; el desgaste del anillo será desigual.
La carcasa del rodillo es una de las principales partes de trabajo de la peletizadora. Se utiliza para procesar diversos pellets de biocombustibles, piensos para animales y otros pellets. Utilizando acero de aleación de alta resistencia al desgaste (20MnCr5), tratamiento térmico de cementación, dureza uniforme. La vida útil es larga y existen diferentes tipos de estructuras, como las de diente pasante, de diente bloqueado y de agujero. La parte del rodillo de presión está hecha de un eje excéntrico interno y otras partes con dimensiones precisas, lo cual es conveniente para ajustar la distancia entre el rodillo de presión y el anillo de matriz de acuerdo con los requisitos de producción del usuario, y es fácil de plegar e instalar, y Es fácil reemplazar la carcasa del rodillo de presión.
Precauciones:
1. Seleccione correctamente la relación de compresión adecuada del orificio del troquel;
2. Ajuste correctamente el espacio de trabajo entre el troquel anular y el rodillo de presión para que esté entre 0,1 y 0,3 mm (el rodillo de presión es impulsado por el troquel anular después de que el nuevo granulador se enciende en un estado "como giratorio pero no giratorio"). ;
3. El nuevo anillo de matriz debe usarse con un nuevo rodillo de presión, y el rodillo de presión y el anillo de matriz deben estar sueltos antes y luego apretados. Cuando aparecen esquinas afiladas en ambos lados del rodillo de presión, la brida del rodillo de presión debe alisarse con una amoladora manual a tiempo para facilitar un buen ajuste entre el rodillo de presión y el anillo;
4. La materia prima debe someterse a una limpieza preliminar y una separación magnética antes del peletizador para reducir la presión del hierro en el orificio de la matriz. Y revisar el orificio del troquel periódicamente para ver si hay algún bloqueo. Perfora o taladra el orificio del molde bloqueado a tiempo;
5. Se debe reparar la deformación plástica del orificio del cono guía del troquel anular. Al reparar, se debe tener en cuenta que la parte más baja de la superficie interna de trabajo del troquel anular debe ser 2 mm más alta que la parte inferior de la ranura de sobrecarrera, y todavía hay espacio para ajustar el eje excéntrico del rodillo de presión después de la reparación. De lo contrario, la matriz anular debe desecharse;
6. La carcasa del rodillo de presión está hecha de un material de aleación resistente al desgaste mediante procesamiento de oro y tratamiento térmico. La forma de la superficie del diente de la carcasa del rodillo de presión tiene cierta influencia en el rendimiento de granulación.