Fabrikisto de PTN Series Ring Die por Pellet-muelejo rezervaj partoj
- SHH.ZHENGYI
● PTN serio ringo ĵetkubo
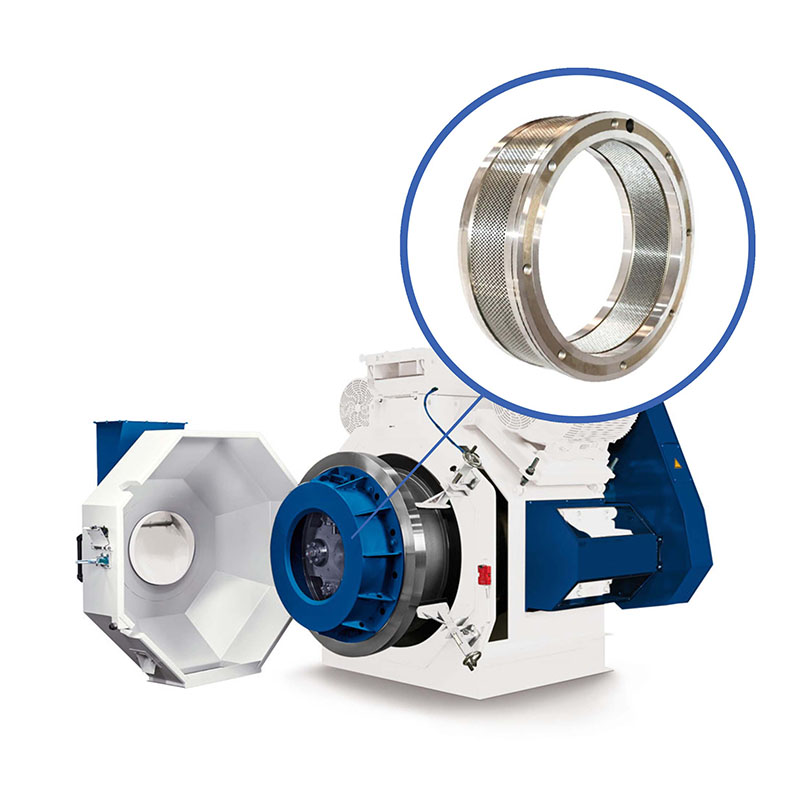

PTN-pileta muelejo serio ringo ĵetkubo estas farita el altkvalita aloja ŝtalo aŭ alt-kroma neoksidebla ŝtalo (germana normo X46cr13). Ĝi estas prilaborita per forĝado, tranĉado, borado, varmotraktado kaj aliaj procezoj. Per strikta produktadadministrado kaj kvalito-sistemo, la malmoleco, ĵettruo-unuformeco kaj ĵettrua finpoluro de la produktadringa ĵetkubo atingis tre altan kvaliton.
Parametro
| S/N | Modelo | GrandecoOD*ID*totala larĝo*pad larĝo -mm | Grandeco de la truomm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Analizo de Nenormala Situacio kaj Rekomenditaj Pliboniĝoj
Kiala Analizo por Rompita (normale okazis en
kontinua gisado de malgrandaj entreprenoj)
1. Die rompita de veturado rado kongrua surfaco
2. Die rompita pro portado kaj deformado de die tegaĵo ringo.
3. Morto rompita pro atentado de veturŝlosilo.
4. Indentaĵo impresita sur la surfaco de la ĵetkubo por la malfortiga efiko de la senglada aparato, kaj tiam kaŭzi ĵetkubon fendetiĝi.
5. Malgranda malfermo inter la ĵetkubo kaj la kunprema rulilo.
6. Die rompita per malgranda kunprema proporcio, malgrand-diametra fiŝo-nutraĵo mortas sen premo-reliefo.
| Ne. | Aspekto | Kialoj | Solvoj |
| 1 | Partiklo kurbiĝas, kun fendoj |
| |
| 2 | Kun transversa fendo |
| |
| 3 | Vertikalaj fendoj |
| |
| 4 | Radiativaj fendoj | Grandaj partikloj ekzistas (duonon da orno aŭ tutaj maizoj restas) | Kontrolu la fajnecon de krudaj materialoj, pliigu muelan egalecon. |
| 5 | Surfaca malebeneco |
| |
| 6. | Barbo kiel buleto | Tro da vaporo kaj tro granda premo, buleto krakas kiam lasita la ĵetkubo. | 1. Reduktu vaporan premon, uzu malaltpreman vaporon (15 - 20psi) por kondiĉado. 2. Kontrolu la pozicion de la reduktanta valvo. |