

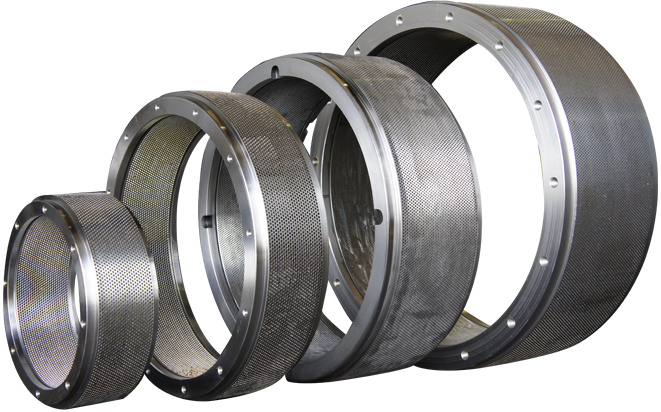
La ĵetkubo estas la kernkomponento en la buletomuelejo. Kaj ĝi estas la ŝlosilo porfarante furaĝbulletojn. Laŭ nekompleta statistiko, la kosto de la perdo de la muelejo de buletoj okupas pli ol 25% de la kosto de bontenado de la tuta produktadlaborejo. Por ĉiu procenta pliigo de kotizoj, via merkata konkurencivo malpliiĝas je 0,25%. Do la specifoj de pelletmuelejo estas ege gravaj.
Ŝanhajo Zhengyi (CPSHZY) estas profesiulofuraĝo pellet muelejoprovizanto en Ĉinio. Ni provizas ringo die pellet muelejo, plata die pellet muelejo kaj lapeletmuelejpartoj, Kiel plata ĵetkubo, ringo ĵetkubo, buleto muelejo rulilo, kaj aliaj partoj por la buleto maŝino.
1.Pelletmuelejo mortmaterialo
La pileta muelejo estas ĝenerale farita el karbona ŝtalo, aloja struktura ŝtalo aŭ neoksidebla ŝtalo per forĝado, maŝinado, borado de truoj kaj varmaj traktadoj. La uzanto povas elekti laŭ la korodo de la partikla krudmaterialo. La materialo de buleta muelejo devas esti farita el la aloja strukturo ŝtalo aŭ neoksidebla ŝtalo ringa ŝimo.
Karbono struktura ŝtalo, kiel 45 ŝtalo, ĝia varmotraktado malmoleco estas ĝenerale 45-50 HRC, ĝi estas malalt-grada ringo die materialo, ĝia eluziĝo rezisto kaj korodo rezisto estas malbonaj, nun esence forigita.
Aloja struktura ŝtalo, kiel 40Cr, 35CrMo, ktp., kun varmotraktado malmoleco super 50HRC kaj bonaj integritaj mekanikaj propraĵoj. La ĵetkubo farita el ĉi tiu materialo havas altan forton kaj eluziĝon, sed la malavantaĝo estas, ke koroda rezisto ne estas bona, precipe por fiŝo-nutrado.
La prezo de la ringaj ĵetkuboj, kiuj estas faritaj el materialo, kalendulaj buletoj, lignopecetoj, pajlaj buletoj, ktp., estas multe pli alta ol neoksidebla ŝtalo. Kaj 20CrMnTi kaj 20MnCr5 estas malalt-karburigaj alojŝtaloj, kiuj ambaŭ estas la samaj, krom ke la unua estas ĉina ŝtalo kaj la lasta germana ŝtalo. Ĉar Ti, kemia elemento, malofte haveblas eksterlande, 20CrMnTi aŭ 20CrMn el Ĉinio estas uzataj anstataŭ 20MnCr5 el Germanio, do ĝi ne eniras la amplekson de aloja strukturŝtalo. Tamen, la hardita tavolo de ĉi tiu ŝtalo estas limigita de la karburiga procezo al maksimuma profundo de 1,2 mm, kio ankaŭ estas avantaĝo de la malalta prezo de ĉi tiu ŝtalo.
Neoksideblaj materialoj inkluzivas germanan neoksideblan ŝtalon X46Cr13, Ĉinion neoksideblan ŝtalon 4Cr13, ktp. Ĉi tiuj materialoj havas pli bonan rigidecon kaj fortikecon, pli altan varmecan traktadon malmolecon ol karburigitaj ŝtaloj, harditajn tavolojn ol karburitajn ŝtalojn, kaj bonan eluziĝon kaj korodan reziston, rezultigante pli longan vivon kaj nature pli altaj prezoj ol karburitaj ŝtaloj. Pro la longa vivo de la neoksidebla ŝtalo mortŝtalo, la anstataŭiga ofteco estas malalta kaj tial la kosto por tuno estas malalta.
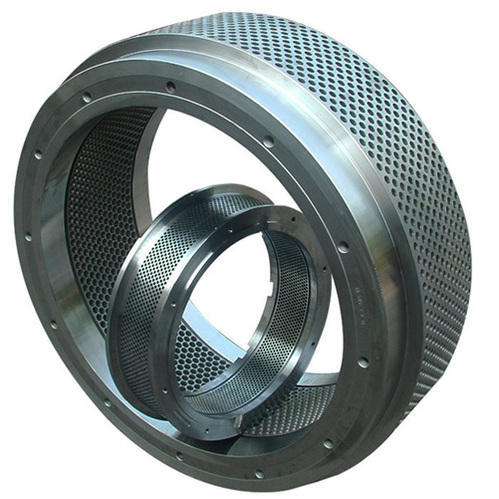
Ĝenerale, la ĵetmaterialo por ringo ĵetkubo muelejo estas la aloja struktura ŝtalo kaj neoksidebla ŝtalo materialoj.
2.Kunprema proporcio de buleta muelejo ĵetkubo
i=d/L
T=L+M
M estas la profundo de la reduktita truo
La Kunpremoproporcio (i) estas la rilatumo de ĵetkubtruodiametro (d) kaj efika longo (L) de la ĵetkubo.
Laŭ la naturo de kruda materialo, la proporcio estas 8-15, La uzanto elektas la kunpremadon de la ĵetkubo, kaj ĝustigas la specifan kunpremadon, kiel elektante iomete pli malaltan kunpremadon, kiu estas utila por pliigi la eligon, redukti la konsumo de energio, reduktu la eluziĝon de la ringa muldilo, sed ankaŭ reduktas la kvaliton de la eroj, kiel la buletoj ne estas sufiĉe fortaj, la aspekto estas malfiksa kaj la longo malsamas, kaj la pulvora indico estas alta.

3.Malferma indico de ringoĵetkubo
La malferma indico de la buletmueleja ĵetkubo estas la rilatumo de la totala areo de la ĵetkulo al la efika totala areo de la ĵetkubo. Ĝenerale, ju pli alta la malfermorapideco de la ĵetkubo, des pli alta la partikla rendimento. Sub la premiso certigi la forton de ĵetkubo, la malferma indico de la ring-ĵetkubo povas esti plibonigita laŭeble.
Por iuj krudaĵoj, sub la kondiĉo de racia kunprema proporcio, la muelejo de buleto estas tro maldika, tiel ke la forto de ĵetkubo ne sufiĉas, kaj la fenomeno de eksploda ĵetkubo aperos en la produktado. En ĉi tiu tempo, la dikeco de la ringa ĵetkubo devas esti pliigita sub la premiso certigi la efikan longon de la ĵetkubo.
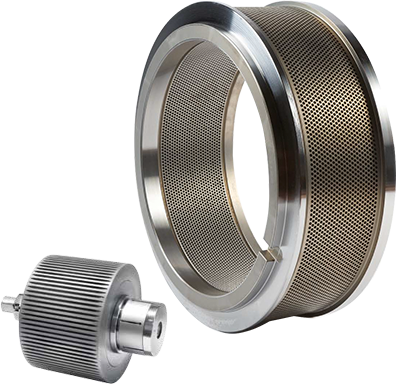
4.Kongruo inter buletmuelejo ĵetkubo kaj rulilo
Ĝi estas la plej grava teknologio por plibonigi la efikecon de granulado kaj plilongigi la vivon de la ĵetkubo. Ĝi devus inkluzivi 4 aspektojn:
- Nova ringo ĵetkubo kun nova premo rulilo, evitu troan uzon de premo rulilo.
- Laŭ la naturo de materialoj, maŝino tipo karakterizaĵoj de la elekto de malsamaj formoj de la premo rulilo, por atingi la plej bonan eltrudan efikecon inter la ĵetkubo kaj rulo.
- La ŝlosilo al breĉo-ĝustigo estas stabileco kaj la principo estas: sen influi kapaciton, provu malstreĉiĝi.
- Kontrolu nutran rapidon, ĝustigu la longan kaj mallongan pozicion de nutra skrapilo por kontroli nutran pozicion, distribuon de materiala tavolo.
5.Pellet muelejo mortas proceza prilaborado
Ringaj ĵettruoj estas ege postulemaj rilate al prilaborado kaj prilaborado de ekipaĵo, kaj por neoksidebla ŝtalo, specialaj pafilboriloj kaj vakua varmotraktado-ekipaĵo estas postulataj por produkti altkvalitajn ringajn ĵetkubojn. La bonega alt-temperatura vakua estingiĝa procezo povas signife plibonigi la rigidecon, malmolecon, abrazioreziston, lacecforton kaj fortikecon de ŝtalo. Tamen, la kapablo garantii ekvilibran malmolecan tavolon por ĉiu ĵettruo postulas altan nivelon de prilaborado kaj longa sperto.
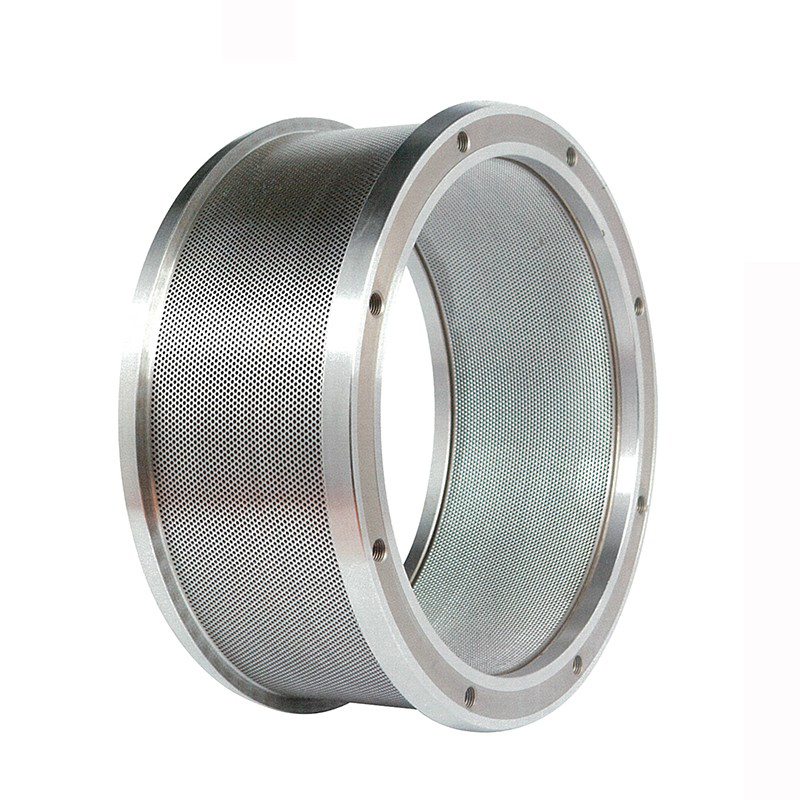
6.La ĵetkubsurfaca malglateco de la interna muro de la ĵetkubotruo
Surfaca malglateco ankaŭ estas grava indikilo de ringoĵetkvalito. Ĝenerale, malgranda valoro de interna mursurfaco malglateco plibonigos la kvaliton de la taŭgeco, reduktos eluziĝon kaj plilongigos la vivon de la ringa ĵetkubo, sed la kosto de prilaborado de la ringa ĵetkubo pliiĝos.
Ringtruo-malglateco ankaŭ influas la kunpremadproporcion kaj formadon de la partikloj, same kiel produktadofikecon. Je la sama ringa die kunprema proporcio, des pli malalta estas la maldelikata valoro, des pli malalta la eltruda rezisto de lignaj blatoj aŭ nutrado, des pli glata la malŝarĝo, des pli alta la kvalito de la buletoj produktitaj kaj des pli alta la efikeco de produktado. Bona ringo die truo prilaborado povas esti ĝis 0,8-1,6 mikronoj, ringo die malglateco estas ĉirkaŭ 0,8 mikronoj, la ĝusta maŝino sur la forĵetebla materialo, neniu muelanta.
