


Wellwalzenmantel – offenes Ende
- SHH.ZHENGYI
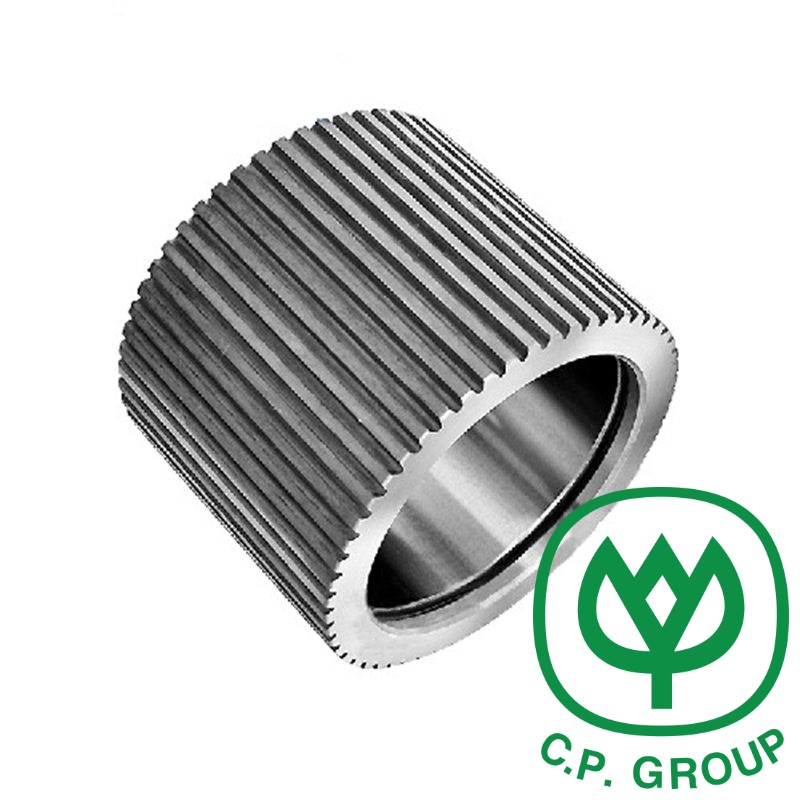
Der Typ mit offenem Ende bedeutet, dass in der Umfangsrichtung der äußeren Umfangsfläche des Gehäuses eine Reihe gerader Rillen mit gleichen Abständen vorhanden sind. Die geraden Nuten befinden sich in der axialen Mitte der Außenumfangsfläche des Druckwalzenmantels und ihre Länge ist gleich der Breite des Druckwalzenmantels.
Vorteile:Es kann als Nivellierungsmaterial in Trogrichtung dienen. Bei extrem hohem Druck kann der Druck teilweise entlastet und der Verschleiß zwischen Walze und Ringmatrize verringert werden. Das Spulenmaterial weist eine gute Leistung auf und der Betrieb ist relativ stabil.
Nachteile:An beiden Enden kann leicht Material austreten, was zu Verlusten führt. Der Verschleiß an der Ringmatrize wird ungleichmäßig sein.
Der Walzenmantel ist eines der Hauptarbeitsteile der Pelletmühle. Wird zur Verarbeitung verschiedener Biokraftstoffpellets, Tierfutter und anderer Pellets verwendet. Verwendung von hochverschleißfestem legiertem Stahl (20MnCr5), aufkohlende Wärmebehandlung, gleichmäßige Härte. Die Lebensdauer ist lang und es gibt verschiedene Arten von Strukturen, z. B. zahnförmige Durchgangsformen, zahnförmige blockierte Strukturen und lochförmige Strukturen. Der Pressrollenteil besteht aus einer inneren Exzenterwelle und anderen Teilen mit präzisen Abmessungen, wodurch der Abstand zwischen der Pressrolle und der Ringmatrize bequem an die Produktionsanforderungen des Benutzers angepasst werden kann, und er ist einfach zu falten und zu installieren ist ein einfacher Austausch des Presswalzenmantels möglich.
Vorsichtsmaßnahmen:
1. Wählen Sie das geeignete Lochkompressionsverhältnis richtig aus;
2. Stellen Sie den Arbeitsspalt zwischen der Ringmatrize und der Druckwalze richtig ein, so dass er zwischen 0,1 und 0,3 mm liegt (die Druckwalze wird von der Ringmatrize angetrieben, nachdem der neue Granulator in einem „rotierenden, aber nicht rotierenden“ Zustand eingeschaltet wurde). ;
3. Die neue Ringmatrize sollte mit einer neuen Andruckrolle verwendet werden, und die Andruckrolle und die Ringmatrize müssen vorher gelöst und dann festgezogen werden. Wenn auf beiden Seiten der Druckrolle scharfe Ecken auftreten, sollte der Flansch der Druckrolle rechtzeitig mit einem Handschleifer geglättet werden, um einen guten Sitz zwischen Druckrolle und Ringmatrize zu ermöglichen;
4. Das Rohmaterial muss vor dem Pelletierer einer Vorreinigung und magnetischen Trennung unterzogen werden, um das Eindringen von Eisen in das Matrizenloch zu verhindern. Und das Matrizenloch regelmäßig auf Verstopfungen prüfen. Stanzen oder bohren Sie das verstopfte Formloch rechtzeitig heraus;
5. Die plastische Verformung des Führungskegellochs der Ringmatrize sollte repariert werden. Bei der Reparatur ist zu beachten, dass der unterste Teil der Arbeitsinnenfläche der Ringmatrize 2 mm höher sein sollte als der Boden der Überlaufnut und nach der Reparatur noch Platz zum Einstellen der Exzenterwelle der Andruckrolle vorhanden ist. Andernfalls die Ringmatrize sollte verschrottet werden;
6. Der Druckwalzenmantel besteht aus verschleißfestem Legierungsmaterial durch Goldverarbeitung und Wärmebehandlung. Die Zahnoberflächenform des Druckwalzenmantels hat einen gewissen Einfluss auf die Granulationsleistung.