


Korrugeret rulleskal – åben ende
- SHH.ZHENGYI
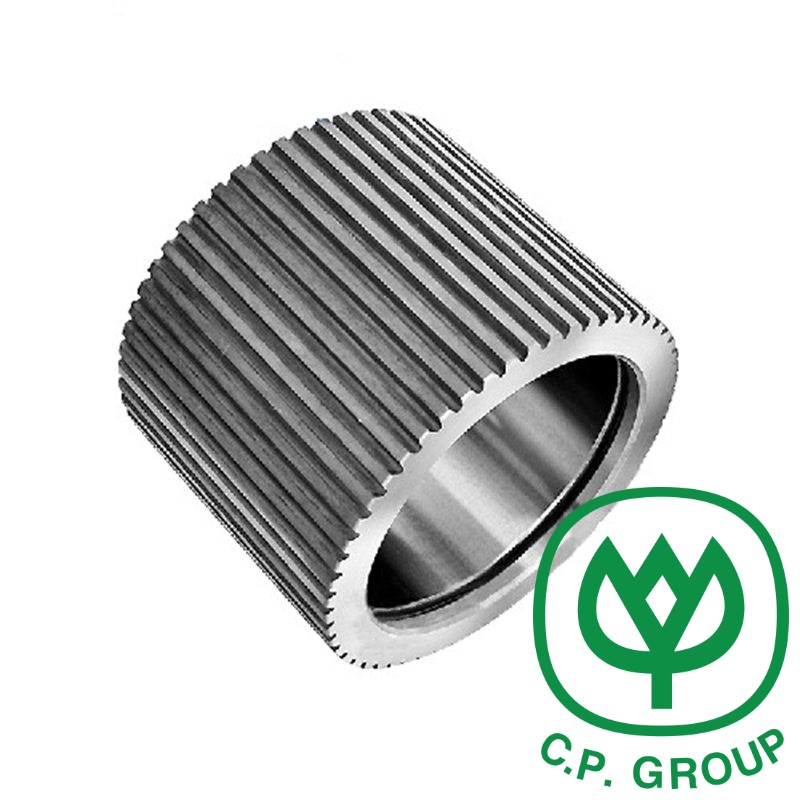
Åben endetype betyder, at der er et antal lige riller med lige store intervaller i omkredsretningen af skallens ydre periferiflade. De lige riller er placeret i den aksiale midte af den ydre periferiske overflade af trykrulleskallen, og deres længde er lig med bredden af trykrulleskallen.
Fordele:Det kan spille rollen som udjævning af materialer i trugretningen. Når trykket er ekstremt højt, kan det delvist aflaste trykket og reducere sliddet mellem valse og ringform. Spolematerialet har god ydeevne, og driften er relativt stabil.
Ulemper:Materialelækage er let i begge ender, hvilket forårsager tab; sliddet på ringen vil være ujævnt.
Rulleskallen er en af de vigtigste arbejdsdele i pillemøllen. Anvendes til at behandle forskellige biobrændstofpiller, dyrefoder og andre piller. Brug af høj slidstærkt legeret stål (20MnCr5), karburerende varmebehandling, ensartet hårdhed. Levetiden er lang, og der er forskellige typer af strukturer såsom tandformet gennemgående, tandformet blokeret og hulformet. Pressvalsedelen er lavet af intern excentrisk aksel og andre dele med præcise dimensioner, hvilket er praktisk at justere afstanden mellem presserullen og ringformen i henhold til brugerens produktionskrav, og den er let at folde og installere, og den er let at udskifte presserulleskallen.
Forholdsregler:
1. Vælg korrekt det passende kompressionsforhold for matricehul;
2. Juster korrekt arbejdsmellemrummet mellem ringformen og trykvalsen til at være mellem 0,1 og 0,3 mm (trykvalsen drives af ringformen, efter at den nye granulator er tændt i en "som roterende, men ikke roterende" tilstand) ;
3. Den nye ringdyse skal bruges med en ny trykvalse, og trykrullen og ringdysen skal være løse før og derefter strammes. Når der opstår skarpe hjørner på begge sider af trykvalsen, skal trykrullens flange glattes med en håndsliber i tide for at lette en god pasform mellem trykvalsen og ringformen;
4. Råmaterialet skal gennemgå en foreløbig rensning og magnetisk adskillelse før pelleteringsmaskinen for at reducere jernpresning ind i matricehullet. Og at tjekke dysehullet regelmæssigt for at se, om der er nogen blokering. Udstik eller bor det blokerede formhul ud i tide;
5. Plastisk deformation af ringens styrekegles hul skal repareres. Ved reparation skal det bemærkes, at den laveste del af den arbejdende indre overflade af ringformen skal være 2 mm højere end bunden af overløbsrillen, og der er stadig plads til justering af trykrullens excentriske aksel efter reparation. ringformen skal kasseres;
6. Trykrulleskallen er lavet af slidbestandigt legeringsmateriale ved guldbearbejdning og varmebehandling. Trykvalseskallens tandoverfladeform har en vis indflydelse på granuleringsydelsen.