


Kruhová matrice pro mlýn na pelety řady SZLH
- SHH.ZHENGYI
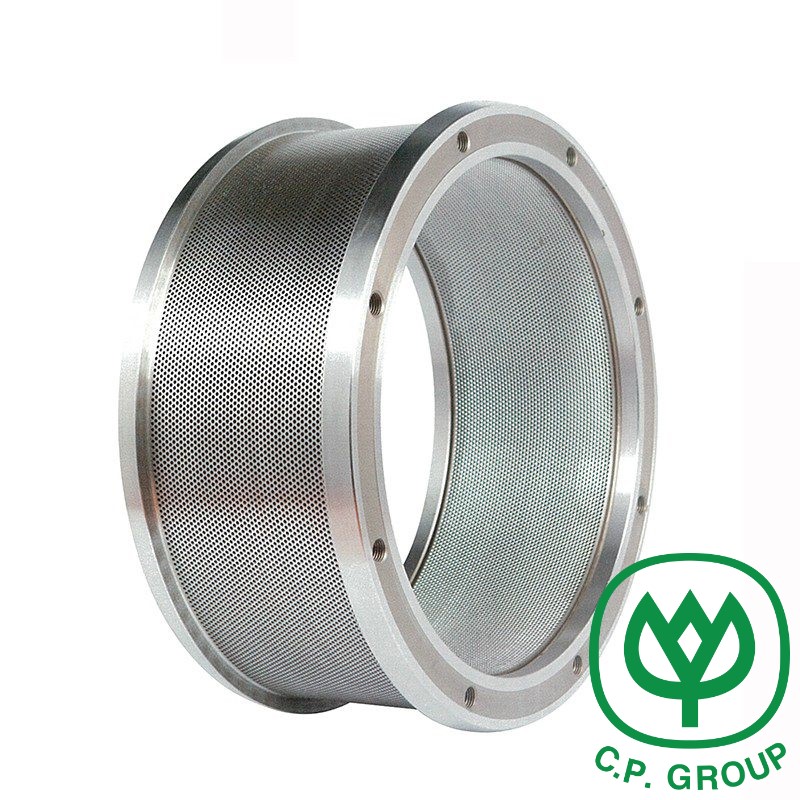
1.Vyberte vysoce kvalitní suroviny, sekundární výrobu oceli, odplyňovací sochory;
2.Materiál prstencové matrice: X46Cr13 / 4Cr13 (nerezová ocel), 42Crmo / 20CrMnTi (legovaná ocel) nebo jiné vlastní materiály;
3.Importovaná dělová vrtačka a vrtačka pro více stanic, jednorázový tvarovací otvor, vysoce kvalitní povrchová úprava, výroba krmiva, krásný vzhled a vysoký výkon;
4.Vyberte kombinaci vakuové pece a kontinuální kalicí pece, abyste zajistili dlouhou životnost;
5.podle principu a požadavků zákazníka navrhnout kompresní poměr a pevnost;
6.Mikroskopické vyšetření k zajištění kvality produktu;
Technologie zpracování kroužků z legované oceli 42Crmo / 20CrMnTi:
Řezání→Kování→Normalizace→Hrubování→Popouštění→Dokončování→Vrtání (rozšíření) Otvoru→Cuhličování→Broušení→(vyjma oxidační vrstvy)→Tlakové testování→(pasivace fosforem)→Nátěr Antikorozní olej→Zkontrolujte a uložte možnosti;
Technologie zpracování kroužků z nerezové oceli X46Cr13 / 4Cr13:
Řezání→Kování→Hrubování→Normalizace→Dokončování→Kalení a popouštění→ ›Konečná úprava→Vrtání otvoru→Nitridace→Leštění→Tlaková zkouška→Odolnost povlaku→Rezavý olej→Zkontrolujte a uložte možnosti;
| S/N | Model | Velikost OD*ID*celková šířka*šířka podložky -mm | Velikost otvoru mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | 350 SZLH | 500*350*180*100 | 1-12 |
| 3 | 400 SZLH | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Stupňovitý válečkový plášť
Plášť válce je jednou z hlavních pracovních částí mlýna na pelety. Používá se ke zpracování různých biopalivových pelet, krmiv pro zvířata a jiných pelet. Použití vysoce odolné legované oceli (40Cr, 20Crmnti, Gcr15), nauhličování, tepelné zpracování, rovnoměrná tvrdost. Životnost je dlouhá a existují různé typy struktur, jako jsou průchozí ve tvaru zubu, blokované ve tvaru zubu a ve tvaru otvoru. Část lisovacího válečku je vyrobena z vnitřního excentrického hřídele a dalších dílů s přesnými rozměry, což je vhodné pro nastavení vzdálenosti mezi lisovacím válečkem a prstencovou matricí podle výrobních požadavků uživatele a snadno se skládá a instaluje a lze snadno vyměnit plášť lisovacího válce.
Opatření:
1. Správně zvolte vhodný kompresní poměr otvoru v matrici;
2. Správně nastavte pracovní mezeru mezi prstencovou matricí a přítlačným válečkem tak, aby byla mezi 0,1 a 0,3 mm (přítlačný válec je poháněn prstencovou matricí poté, co je nový granulátor zapnut ve stavu „jako rotující, ale nerotující“). ;
3. Nová prstencová matrice by měla být použita s novou přítlačnou kladkou a přítlačná kladka a prstencová matrice musí být předtím uvolněny a poté utaženy. Když se na obou stranách přítlačného válce objeví ostré rohy, příruba přítlačného válce by měla být včas vyhlazena ruční bruskou, aby se usnadnilo dobré usazení přítlačného válce a prstencové matrice;
4. Surovina musí před peletizérem projít předčištěním a magnetickou separací, aby se snížilo lisování železa do otvoru matrice. A pravidelně kontrolovat otvor matrice, zda není ucpaný. Vyrazte nebo vyvrtejte zablokovaný otvor formy včas;
5. Plastická deformace otvoru vodícího kužele prstencové matrice by měla být opravena. Při opravě je třeba poznamenat, že nejnižší část pracovní vnitřní plochy prstencové matrice by měla být o 2 mm vyšší než dno drážky přejezdu a po opravě je stále prostor pro seřízení excentrického hřídele přítlačného válečku Jinak, prstencová matrice by měla být sešrotována;
6. Plášť přítlačného válce je vyroben ze slitinového materiálu odolného proti opotřebení zpracováním zlata a tepelným zpracováním. Tvar povrchu zubu pláště přítlačného válce má určitý vliv na granulační výkon.
Běžně používaný profil zubu pláště válce: profil zubu průchozí typ, profil zubu neprůchozí typ, typ otvoru.
1. Průchodové a ozubené válce se používají hlavně pro peletizaci materiálů pro hospodářská zvířata a drůbež. Výhodou průchozích válců je, že se prstencová matrice opotřebovává rovnoměrně, ale výkon cívky je špatný.
2. Přítlačný válec ve tvaru drážky zubu má dobrý výkon materiálu cívky a běžně se používá v továrnách na krmiva, ale opotřebení prstencové matrice není rovnoměrné. Přítlačný válec ve tvaru zubové drážky s těsnicí hranou je vhodný především pro peletizaci vodních materiálů. Posuňte na obě strany.
ŠROUBOVITÝ VÁLEC PLÁŠŤ
Plášť válce je jednou z hlavních pracovních částí mlýna na pelety. Používá se ke zpracování různých biopalivových pelet, krmiv pro zvířata a jiných pelet. Použití vysoce odolné legované oceli (40Cr, 20Crmnti, Gcr15), nauhličování, tepelné zpracování, rovnoměrná tvrdost. Životnost je dlouhá a existují různé typy struktur, jako jsou průchozí ve tvaru zubu, blokované ve tvaru zubu a ve tvaru otvoru. Část lisovacího válečku je vyrobena z vnitřního excentrického hřídele a dalších dílů s přesnými rozměry, což je vhodné pro nastavení vzdálenosti mezi lisovacím válečkem a prstencovou matricí podle výrobních požadavků uživatele a snadno se skládá a instaluje a lze snadno vyměnit plášť lisovacího válce.
Opatření:
1. Správně zvolte vhodný kompresní poměr otvoru v matrici;
2. Správně nastavte pracovní mezeru mezi prstencovou matricí a přítlačným válečkem tak, aby byla mezi 0,1 a 0,3 mm (přítlačný válec je poháněn prstencovou matricí poté, co je nový granulátor zapnut ve stavu „jako rotující, ale nerotující“). ;
3. Nová prstencová matrice by měla být použita s novou přítlačnou kladkou a přítlačná kladka a prstencová matrice musí být předtím uvolněny a poté utaženy. Když se na obou stranách přítlačného válce objeví ostré rohy, příruba přítlačného válce by měla být včas vyhlazena ruční bruskou, aby se usnadnilo dobré usazení přítlačného válce a prstencové matrice;
4. Surovina musí před peletizérem projít předčištěním a magnetickou separací, aby se snížilo lisování železa do otvoru matrice. A pravidelně kontrolovat otvor matrice, zda není ucpaný. Vyrazte nebo vyvrtejte zablokovaný otvor formy včas;
5. Plastická deformace otvoru vodícího kužele prstencové matrice by měla být opravena. Při opravě je třeba poznamenat, že nejnižší část pracovní vnitřní plochy prstencové matrice by měla být o 2 mm vyšší než dno drážky přejezdu a po opravě je stále prostor pro seřízení excentrického hřídele přítlačného válečku Jinak, prstencová matrice by měla být sešrotována;
6. Plášť přítlačného válce je vyroben ze slitinového materiálu odolného proti opotřebení zpracováním zlata a tepelným zpracováním. Tvar povrchu zubu pláště přítlačného válce má určitý vliv na granulační výkon.
Běžně používaný profil zubu pláště válce: profil zubu průchozí typ, profil zubu neprůchozí typ, typ otvoru.
1. Průchodové a ozubené válce se používají hlavně pro peletizaci materiálů pro hospodářská zvířata a drůbež. Výhodou průchozích válců je, že se prstencová matrice opotřebovává rovnoměrně, ale výkon cívky je špatný.
2. Přítlačný válec ve tvaru drážky zubu má dobrý výkon materiálu cívky a běžně se používá v továrnách na krmiva, ale opotřebení prstencové matrice není rovnoměrné. Přítlačný válec ve tvaru zubové drážky s těsnicí hranou je vhodný především pro peletizaci vodních materiálů. Posuňte na obě strany.