








Nejlepší cena výrobce válečku s uzavřeným zubem
- SHH.ZHENGYI
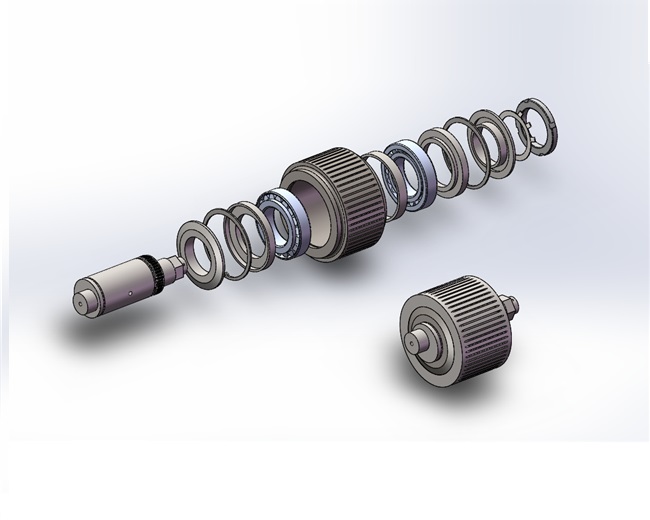


 Plášť válce je jednou z hlavních pracovních částí mlýna na pelety. Používá se ke zpracování různých biopalivových pelet, krmiv pro zvířata a jiných pelet. Použití vysoce odolné legované oceli (40Cr, 20Crmnti, Gcr15), nauhličování, tepelné zpracování, rovnoměrná tvrdost. Životnost je dlouhá a existují různé typy struktur, jako jsou průchozí ve tvaru zubu, blokované ve tvaru zubu a ve tvaru otvoru. Část lisovacího válečku je vyrobena z vnitřního excentrického hřídele a dalších dílů s přesnými rozměry, což je vhodné pro nastavení vzdálenosti mezi lisovacím válečkem a prstencovou matricí podle výrobních požadavků uživatele a snadno se skládá a instaluje a lze snadno vyměnit plášť lisovacího válce.
Plášť válce je jednou z hlavních pracovních částí mlýna na pelety. Používá se ke zpracování různých biopalivových pelet, krmiv pro zvířata a jiných pelet. Použití vysoce odolné legované oceli (40Cr, 20Crmnti, Gcr15), nauhličování, tepelné zpracování, rovnoměrná tvrdost. Životnost je dlouhá a existují různé typy struktur, jako jsou průchozí ve tvaru zubu, blokované ve tvaru zubu a ve tvaru otvoru. Část lisovacího válečku je vyrobena z vnitřního excentrického hřídele a dalších dílů s přesnými rozměry, což je vhodné pro nastavení vzdálenosti mezi lisovacím válečkem a prstencovou matricí podle výrobních požadavků uživatele a snadno se skládá a instaluje a lze snadno vyměnit plášť lisovacího válce.
Opatření
1.Správně zvolte vhodný kompresní poměr otvoru v matrici.
2.Správně nastavte pracovní mezeru mezi prstencovou matricí a přítlačným válečkem tak, aby byla mezi 0,1 a 0,3 mm (přítlačný válec je poháněn prstencovým průvlakem poté, co je nový granulátor zapnut ve stavu „jako rotující, ale nerotující“).
3.Nový prstencový průvlak by měl být použit s novým přítlačným válečkem a přítlačný váleček a prstencový průvlak musí být před tím uvolněny a poté utaženy. Když se na obou stranách přítlačného válce objeví ostré rohy, příruba přítlačného válce by měla být včas vyhlazena ruční bruskou, aby se usnadnilo dobré usazení přítlačného válce a prstencového lisu.
4.Surovina musí před peletizérem projít předčištěním a magnetickou separací, aby se snížilo lisování železa do otvoru matrice. A pravidelně kontrolovat otvor matrice, zda není ucpaný. Ucpaný otvor formy včas vyrazte nebo vyvrtejte.
5.Plastická deformace otvoru vodícího kužele prstencové matrice by měla být opravena. Při opravě je třeba poznamenat, že nejnižší část pracovní vnitřní plochy prstencové matrice by měla být o 2 mm vyšší než dno drážky přejezdu a po opravě je stále prostor pro seřízení excentrického hřídele přítlačného válečku Jinak, prstencová matrice by měla být sešrotována.
6.Plášť přítlačného válce je vyroben ze slitiny odolné proti opotřebení zpracováním zlata a tepelným zpracováním. Tvar povrchu zubu pláště přítlačného válce má určitý vliv na granulační výkon.
Běžně používaný profil zubu pláště válce: profil zubu průchozí typ, profil zubu neprůchozí typ, typ otvoru.
1.Průchozí a ozubené válce se používají hlavně pro peletizaci materiálů pro hospodářská zvířata a drůbež. Výhodou průchozích válců je, že se prstencová matrice opotřebovává rovnoměrně, ale výkon cívky je špatný.
2.Přítlačný válec ve tvaru drážky zubu má dobrý výkon materiálu cívky a běžně se používá v továrnách na krmiva, ale opotřebení prstencové matrice není rovnoměrné. Přítlačný válec ve tvaru zubové drážky s těsnicí hranou je vhodný především pro peletizaci vodních materiálů. Posuňte na obě strany.