


Carcassa de rodet corrugat – Extrem obert
- SHH.ZHENGYI
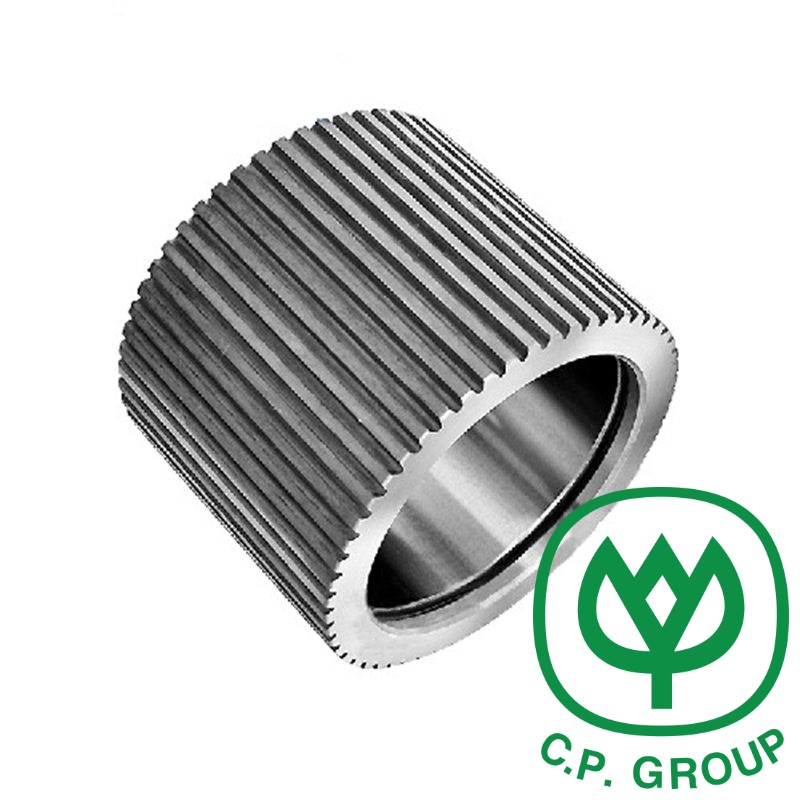
El tipus d'extrem obert significa que hi ha diverses ranures rectes amb intervals iguals en la direcció circumferencial de la superfície circumferencial exterior de la carcassa. Les ranures rectes es troben al mig axial de la superfície circumferencial exterior de la carcassa del corró de pressió i la seva longitud és igual a l'amplada de la carcassa del corró de pressió.
Avantatges:Pot tenir el paper d'anivellar els materials en la direcció de la cubeta. Quan la pressió és extremadament alta, pot alleujar parcialment la pressió i reduir el desgast entre el corró i la matriu de l'anell. El material de la bobina té un bon rendiment i el funcionament és relativament estable.
Desavantatges:Les fuites de material són fàcils en ambdós extrems, cosa que provoca pèrdues; el desgast de la matriu de l'anell serà desigual.
La carcassa del corró és una de les principals parts de treball del molí de pellets. S'utilitza per processar diversos pellets de biocombustible, pinso i altres pellets. Utilitza acer d'aliatge d'alta resistència al desgast (20MnCr5), tractament tèrmic de carburació, duresa uniforme. La vida útil és llarga i hi ha diferents tipus d'estructures com ara forma de dent, forma de dent bloquejada i forma de forat. La part del corró de premsatge està feta d'un eix excèntric intern i altres parts amb dimensions precises, cosa que facilita ajustar la distància entre el corró de premsatge i la matriu de l'anell segons els requisits de producció de l'usuari, i és fàcil de plegar i instal·lar, i és fàcil de substituir la carcassa del corró de premsatge.
Precaucions:
1. Seleccioneu correctament la relació de compressió del forat de la matriu adequada;
2. Ajusteu correctament la separació de treball entre la matriu circular i el corró de pressió perquè estigui entre 0,1 i 0,3 mm (el corró de pressió és accionat per la matriu circular després que el nou granulador s'encengui en un estat de "gir com si estigués girant però no girant");
3. El nou dau d'anell s'ha d'utilitzar amb un nou corró de pressió, i el corró de pressió i el dau d'anell han d'estar afluixats abans i després estrenyits. Quan apareguin cantonades afilades a banda i banda del corró de pressió, la brida del corró de pressió s'ha de polir a temps amb una esmoladora manual per facilitar un bon ajust entre el corró de pressió i el dau d'anell;
4. La matèria primera s'ha de sotmetre a una neteja preliminar i a una separació magnètica abans del pelletitzador per reduir la pressió del ferro al forat del motlle. I cal comprovar el forat del motlle regularment per veure si hi ha algun bloqueig. Perforar o perforar el forat del motlle bloquejat a temps;
5. Cal reparar la deformació plàstica del forat del con guia de la matriu de l'anell. En reparar-la, cal tenir en compte que la part més baixa de la superfície interior de treball de la matriu de l'anell ha de ser 2 mm més alta que la part inferior de la ranura de sobrecurs, i encara hi ha espai per ajustar l'eix excèntric del corró de pressió després de la reparació. En cas contrari, s'ha de desballestar la matriu de l'anell;
6. La carcassa del corró de pressió està feta d'un material d'aliatge resistent al desgast mitjançant processament d'or i tractament tèrmic. La forma de la superfície de la dent de la carcassa del corró de pressió té una certa influència en el rendiment de la granulació.